
Твердосплавные токарные пластины - это режущие инструменты, используемые на токарных и других станках для точного и эффективного удаления материала из заготовок с целью создания прецизионных деталей. Межзубцовые твердосплавные пластины относятся к пластинам, изготовленным из композитов карбида вольфрама или титана, обладающих исключительной твердостью и износостойкостью. В данном руководстве представлен полный обзор Межгосударственные твердосплавные токарные пластины Область применения, типы, факторы выбора, технические характеристики, рекомендации по использованию, цены, поставщики, часто задаваемые вопросы и многое другое.
Типы твердосплавных токарных пластин Interstate
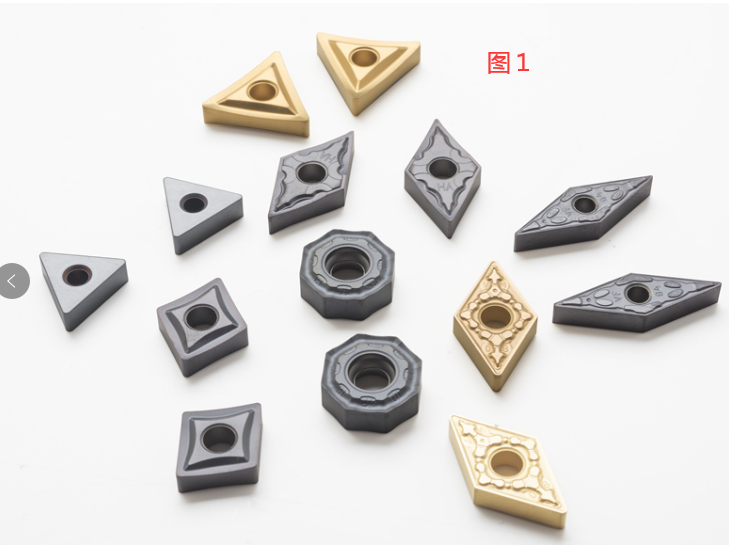
Существует несколько критериев классификации твердосплавных пластин, основанных на стандартах ISO по форме наконечника, стружколомателю, допуску, материалу покрытия и т.д. К распространенным типам межгосударственных твердосплавных пластин относятся:
| Тип вставки | Описание | Приложения |
|---|---|---|
| Позитив | Односторонняя вставка с положительным углом наклона подходит для большинства материалов | Общепромышленная черновая и чистовая обработка сталей, нержавеющих сталей, чугуна и т.д. |
| Негатив | Двусторонняя пластина с отрицательным углом наклона для свободного резания | Финишные вставки для алюминия, латуни, пластмасс, композитов |
| Фаска | Угол вставки имеет фаску для прочности | Черновая резка тяжелых сталей |
| Радиусный | Угол вставки скругляется до определенного радиуса | Финишные пластины для тонкой обработки поверхности |
| Тангенциальный | Верхняя поверхность вставки ориентирована под углом (угол поворота) для создания срезающего эффекта | Трудно поддающиеся резке материалы, такие как нержавеющая сталь, суперсплавы, закаленные стали |
| Чипбрейкер | Углубления или канавки на ракельной поверхности для облегчения схода стружки | Большинство типов вкладышей разбивают стружку, что облегчает ее обработку |
Широкий спектр доступных марок и геометрий твердосплавных пластин оптимизирован для конкретных материалов заготовок и операций обработки. Выбор подходящей пластины зависит от таких параметров, как тип материала, твердость, желаемая чистота поверхности, глубина резания, скорость подачи, скорость резания и т. д.
Область применения твердосплавной вставки Interstate
Твердосплавные токарные пластины находят широкое применение при обработке металлов резанием в различных отраслях промышленности. К материалам, обрабатываемым твердосплавными пластинами, относятся:
- Стали - низкоуглеродистая, легированная, инструментальная, штамповая, нержавеющая, чугун
- Экзотические сплавы - титан, хастеллой, васпалой, инконель, монель
- Цветные металлы - алюминий, латунь, бронза
- Пластмассы, композиты
- Вудс
Операции, выполняемые с помощью твердосплавных токарных пластин:
- Черновая обработка - удаление сыпучего материала
- Облицовка - выравнивание поверхности
- Профилирование - сложные формы
- Прорезание канавок - прорезание канавок
- Разделение - разделение заготовок
- Расточка - расширение отверстий
- Нарезание резьбы
- Финишная обработка - окончательное определение размеров и отделка
Твердосплавные пластины повышают производительность в основных областях применения механической обработки:
| Промышленность | Обработанные компоненты |
|---|---|
| Автомобильная промышленность | Блоки двигателей, оси, шестерни, валы, клапаны, цилиндры |
| Аэрокосмическая промышленность | Конструкционные поковки, литье, детали шасси, лопатки турбин |
| Общее машиностроение | Валы, клапаны, муфты, втулки |
| Строительство/добыча | Зубья ковша, изнашиваемые детали дробилки, компоненты экскаватора |
| Сельское хозяйство | Диски для плугов, культиваторы |
| Лесоматериалы/деревообработка | Режущие инструменты |

Факторы выбора твердосплавных пластин
Выбор оптимальной твердосплавной пластины зависит от множества параметров, относящихся к заготовке, операции обработки, возможностям оборудования и требованиям к продукции.
Соображения по выбору твердосплавных пластин
| Рассмотрение | Опции | Влияние на выбор вставки |
|---|---|---|
| Материал заготовки | Легированные стали, инструментальные стали, нержавеющая сталь, инконель, титан, алюминиевые сплавы, серый чугун и т.д. | Более твердые рабочие материалы требуют таких физических свойств, как Повышенная износостойкость Повышенная прочность Способность противостоять деформации |
| Тип операции обработки | Такие поворотные операции, как Легкая черновая обработка Сильная прерывистая резка Тонкая отделка Профилирование Нанесение канавок Скучно и т.д. | Рабочие параметры требуют совместимых геометрий/составов вставки для Положительные/отрицательные углы наклона Нестандартные фаски/подготовка кромок Керамика или КНБ для наилучшей обработки поверхности |
| Твердость материала заготовки | Мягкие поковки, отожженные детали Закаленные заготовки, детали с пламенной или индукционной закалкой Детали со сквозной закалкой Детали с корпусной закалкой и т.д. | С увеличением твердости: Необходима повышенная твердость в горячем состоянии Должны быть устойчивы к абразивному износу Требуется повышенная прочность Важно подобрать уровень твердости |
| Жесткость станка и доступная мощность | Токарный станок (7-10 л.с.) Большой токарный станок с ЧПУ (>15 л.с.) | Более высокая мощность и жесткость станка увеличивает глубину резания, что позволяет использовать его: Использование более прочных марок вкладышей Большая глубина пропила Более агрессивные скорости подачи |
| Необходимая глубина реза | Проходы для чистовой обработки (~0,010″) Проходы для черновой обработки (~0,060-0,200″) Усиленная обработка (~0,200-0,400″) | С большей глубиной пропила: Прочность вставки становится жизненно важной Должны выдерживать повышенное давление при резке Облегчают повышенное выделение тепла |
| Необходимые нормы подачи | Низкие/средние/высокие скорости подачи | При высоких подачах требуется больше механических нагрузок: Более прочная геометрия вставки Более прочные на излом подложки/покрытия Тщательно следите за глубиной пропилов |
| Скорость резки | Рекомендуемые скорости резания SFM для конкретного материала заготовки | Сопоставление скоростей уравновешивает силы между ними: Оптимизация удаления материала Управление производством тепла Предотвращение быстрого износа |
| Требуемая отделка поверхности | Типичные виды обработки токарных поверхностей: 125-250 микродюймов Черновая обработка Ra 63-125 мкм Полуфинишная обработка Ra 32-63 микродюйма Обработка Ra 8-16 микродюймов Ra суперфиниш | Для более тонких поверхностей требуются вставки, изготовленные по технологии: Мелкозернистые карбиды Острые радиусы режущих кромок Оптимизированная подготовка кромок/фаски Усовершенствованные покрытия/геометрия |
| Тип используемой охлаждающей жидкости | Эмульсии, масла на водной основе или прямые масла | Правильный выбор охлаждающей жидкости гарантирует: Нагрев и смыв стружки на стыке вставки и детали Достаточная смазка вставки Отсутствие несовместимости рабочих материалов |
| Требования к контролю микросхем | Длинные непрерывные стружки, короткие прерывистые стружки | Помогают функции управления чипом вставки: Разломайте длинные жевательные чипсы Быстро сверните стружку, чтобы удалить воздух Предотвращение сваривания и повторного срезания стружки |
| Предпочтительная форма вставки | Квадратный, алмазный, круглый, треугольный, вставленный наконечник и т.д. | Форма наконечника вставки выбирается на основе: Тип обработки Требования к углу подъезда Желание получить дополнительную прочность кромки Рассмотрение режущего инструмента на уровне системы |
Технические характеристики твердосплавной вставки Interstate
Твердосплавные вставки имеют подробные спецификации ISO, включающие различные физические характеристики. Ниже приведены некоторые ключевые характеристики пластин, которые необходимо понимать при выборе поставщиков.
Вставка ссылок на размеры
| Параметр | Определение |
|---|---|
| Радиус носа - Радиус кривизны носовой части вставки | |
| Геометрия наконечника | Угол поворота - угол наклона носа к заготовке |
| Углы наклона - верхний/боковой углы наклона | |
| Толщина - Толщина вдоль оси наклона | |
| Функциональные размеры | Длина/ширина - функциональные размеры резки |
| Диаметр отверстия - Посадка зажимного винта | |
| Высота носа - положение наконечника вставки по высоте | |
| Марка - обозначение марки производителя | |
| Идентификация | Форма - стандартный код формы наконечника |
| Класс допуска - класс допуска размеров и формы по ISO |
Виды покрытий
| Покрытие | Описание |
|---|---|
| TiN | Покрытие из нитрида титана для высокой твердости и термостойкости |
| TiCN | Покрытие из карбонитрида титана с улучшенным износом по сравнению с TiN |
| TiAlN | Покрытие из нитрида титана и алюминия с высочайшей твердостью и стойкостью к окислению |
| Al2O3 | Керамическое покрытие из оксида алюминия для высокой прочности и смазки |
| DLC | Алмазоподобные углеродные покрытия для экстремальной износостойкости, трения и коррозии |
Имеются ресурсы для перекрестного сопоставления спецификаций пластин различных производителей. Стандарты ISO помогают обеспечить взаимозаменяемость вставок в различных системах оснастки.
Рекомендации по использованию твердосплавных пластин
Вот несколько лучших практик, которых следует придерживаться при использовании твердосплавных токарных пластин для обеспечения оптимального срока службы инструмента и производительности обработки:
- Выберите марку вставки в зависимости от твердости и прочности, требуемых для материала
- Убедитесь, что форма пластины, углы опережения, углы ракеля соответствуют операции резки
- По возможности используйте вставки со стружколомами для лучшего контроля стружки
- Выбирайте пластины с радиусами/фасками для усиления режущих кромок
- Приложите правильный момент зажима вставки для надежной фиксации
- Строго соблюдайте инструкции по обращению с вкладышами во избежание сколов
- Храните вкладыши в оригинальной упаковке, когда они не используются
- Используйте рекомендованные скорости подачи пластин, скорости и глубины резания
- Обеспечьте надлежащее охлаждение и смазку машины
- Периодически осматривайте пластины на предмет износа боковых поверхностей, кратеров и т.д.
- Замена изношенных вставок для обеспечения точности размеров и чистоты поверхности
- Рассмотрите возможность использования многоразовых индексируемых вставок для минимизации затрат
- Для обеспечения гибкости используйте вставки, рассчитанные на самые сложные параметры работы
Работайте с экспертами по твердосплавным пластинам и производителями станков для оптимизации выбора пластин, систем оснастки и параметров обработки.
Диапазон цен на твердосплавные вставки
Диапазон цен на твердосплавные вставки
| Класс вставки | Цена за вставку |
|---|---|
| C1 - C4 (прямые твердые сплавы) | $8 – $225 |
| C5, C6 (с покрытием) | $12 – $280 |
| Керамика, КНБ, алмаз | Более $300 |
Основные драйверы цен
- Твердосплавная подложка и связующее - кобальт/никелевые сплавы дороже
- Тип/толщина покрытия - TiAlN дороже TiN
- Сложность геометрии - положительные стороны дешевле отрицательных
- Более жесткие допуски означают более высокую стоимость
- Вставки с полным торцевым контактом дороже треугольных вставок
- Микронные размеры зерен и равномерная стоимость карбида
- Вставки известных брендов стоят дороже
- Специализированные сорта намного дороже
- Минимальное количество заказов влияет на стоимость одной вставки
Твердосплавные пластины могут показаться дорогими, но они позволяют значительно увеличить скорость съема металла и срок службы инструмента по сравнению с быстрорежущей сталью. Срок окупаемости может составлять всего несколько недель/месяцев благодаря преимуществам твердого сплава в плане производительности. Учитывайте общие эксплуатационные расходы, а не только стоимость пластин.
Поставщики Межгосударственные твердосплавные вставки
Все основные производители режущего инструмента предлагают твердосплавные пластины. Некоторые ведущие межгосударственные поставщики включают:
| Компания | Предлагаемые классы | USP | |
|---|---|---|---|
| Kennametal | Полный ассортимент марок | Пионеры в области технологии вставки | |
| Sandvik Coromant | Широкий охват | Ведущие инновации в области покрытий, геометрии | |
| Искар | Прецизионные твердосплавные вставки | Очень разнообразные стили вставки | |
| Kyocera | Усовершенствованная керамика | Непревзойденная производительность в нишах | |
| Валенит | Стандартные коммерческие вставки | Экономичные пластины общего назначения | |
| Инструмент Гарра | Сделано в США | Отечественная альтернатива, сокращающая время выполнения заказа | |
| Mitsubishi Materials | ivarious | классы | Значительное присутствие в различных сегментах |
| OSG США | Вставки для конкретных применений | Особое внимание уделяется комплексным решениям по оснастке |
Пластины Interstate легко доступны через таких промышленных дистрибьюторов, как MSC Direct, McMaster-Carr, Grainger, а также через глобальных дистрибьюторов режущего инструмента. Цены на продукцию разных брендов вполне конкурентоспособны. При выборе поставщика помимо цены оценивайте образцы пластин, техническую поддержку, доступность и т. д.
Установка и использование твердосплавных вставок
Советы по установке вставки
| Сцена | Руководство |
|---|---|
| Убедитесь, что форма вставки соответствует профилю кармана | |
| Подготовка вставки | Очистите посадочные поверхности вставки от мусора и заусенцев |
| Перед использованием проверьте вставку на отсутствие трещин и сколов | |
| Выбор оптимального момента зажима пластины в зависимости от резцедержателя | |
| Монтаж вставки | Равномерно затягивайте винты в последовательности с указанным моментом затяжки |
| Убедитесь, что вставка полностью прилегает к поверхности кармана | |
| Проверьте зажим вставки, попытавшись прокрутить ее вручную |
Рекомендации по использованию вставки
| Аспект | Инструкции |
|---|---|
| Всегда проверяйте состояние охлаждающей жидкости машины перед запуском | |
| Установка для обработки | Убедитесь, что запрограммированные подачи/скорости соответствуют ограничениям вставки |
| Проверьте срезы на образце материала, если не уверены в параметрах | |
| По возможности используйте наименьшую длину резки в проекте | |
| Во время работы | Послушайте, нет ли неравномерного шума при резке, указывающего на проблемы |
| Визуально проверьте поток стружки и поток охлаждающей жидкости | |
| Остановите машину при появлении дребезжания, резонанса или странных звуков | |
| Дайте станку полностью остановиться перед измерением заготовки | |
| Пост-операция | Тщательно очистите держатель от стружки. |
| Проверьте состояние кромок вставки и измерьте степень износа |
Соблюдение лучших практик при настройке инструментов, выполнении заданий и обслуживании поможет добиться полной производительности твердосплавных пластин. Для оптимизации процессов сотрудничайте с экспертами по инструментам и производителями станков.
Обслуживание твердосплавных пластин
Периодический осмотр и профилактическое обслуживание завершают реализацию жизненного цикла изделий с твердосплавным инструментом.
| Аспект | Рекомендуемые действия | Цель/воздействие |
|---|---|---|
| Проверка вставки | Регулярно проверяйте режущие кромки на наличие: Сколы/переломы Застроенный край (BUE) Износ боковых поверхностей/износ кратера | Найдите такие проблемы, как повреждение краев, ранний износ и: Избегайте бракованных деталей Повышение срока службы инструмента Расширение возможностей технологического процесса |
| Обработка вставки | Всегда обращайтесь со вставками осторожно: Чистые перчатки Защитные лотки Оригинальная упаковка | Осторожное обращение предотвращает: Скол вставки Загрязнения, приводящие к некачественной обработке Смешивание различных марок вкладышей |
| Вставка для хранения | Вставки для магазинов с упором на: Сохранение в оригинальной упаковке Ротация запасов по принципу "первый пришел - первый ушел" (FIFO) Чистые, сухие и стабильные условия | Правильное хранение увеличивает срок службы: Предотвращение коррозии вставки Предотвращение повреждения сидений мусором Устранение неиспользуемых запасов с помощью FIFO |
| Утилизация вставки | Использованные вкладыши подлежат утилизации: В соответствии с процедурами работы с опасными материалами Рассмотрение вариантов утилизации | Соображения, касающиеся конца жизни: Предотвращение травм при работе с изношенными вставками Извлечение максимальной пользы из твердосплавных пластин Сокращение промышленных отходов для устойчивого развития |
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В: Для каждого ли материала подходят твердосплавные вставки?
О: Твердосплавные пластины исключительно универсальны, учитывая имеющиеся сегодня марки. Однако существуют ограничения для высокоабразивных материалов, для которых лучше использовать керамические или алмазные вставки.
В: Можно ли повторно заточить изношенные твердосплавные вставки?
О: Индексируемые пластины считаются одноразовой оснасткой, предназначенной для замены по истечении срока службы. Попытки повторной шлифовки или повторного покрытия пластин редко заканчиваются успехом.
В: Как долго служат твердосплавные вставки?
О: Срок службы твердосплавных пластин зависит от параметров обработки. При оптимальных скоростях и подачах пластины работают в среднем от 45 до 90 минут до достижения предельного износа. При интенсивной обработке пластины могут изнашиваться быстрее.
В: Что вызывает преждевременный выход из строя вставки?
A: Неправильный выбор/использование пластины в соответствии с материалом заготовки/операцией, недостаточно мощные станки, чрезмерные/прерывистые резы, наращивание кромки, плохой контроль стружки, неправильное зажатие, поврежденные держатели инструмента и т. д.
В: Следует ли хранить твердосплавные вставки в морозильной камере?
О: Замораживание не требуется. Просто храните вставки без загрязнений и коррозии в стабильном помещении вдали от перепадов температур.
В: Каковы типичные виды обработки поверхности твердосплавных пластин?
О: Новые острые пластины могут достигать чистоты обработки от 8 до 15 микрон Ra. По мере износа пластин типичная чистота поверхности составляет от 15 до 25+ микрон Ra для черновой обработки и от 25 до 60+ микрон Ra для чистовой обработки.



