
- 超硬ろう付けチップ

超硬ろう付けチップ
超硬ろう付けチップは、超硬材料の小片をろう付けプロセスによって工具本体またはシャンクにしっかりと接合した切削工具チップです。このチップに使用される超硬材料は、非常に優れた硬度、耐摩耗性、および全体的な耐久性で知られています。ろう付けプロセスでは、超硬チップとスチール本体を高温に加熱し、充填材を使用して融合させます。
超硬ろう付けチップの主な利点の一つは、その硬さです。超硬合金は高速度鋼(HSS)よりも著しく硬いため、チップは耐摩耗性に優れ、鋭い切れ刃を長期間維持することができます。また、硬度が高いため、より高い切削速度と送りに耐えることができ、生産性の向上と加工効率の改善につながります。
超硬ブレージングチップは非常に汎用性が高く、旋盤加工、フライス加工、ドリル加工、ボーリング加工など、幅広い機械加工に使用できます。鋼、鋳鉄、非鉄金属、複合材料など、さまざまな材料の加工に使用できます。超硬ブレージングチップは汎用性が高く、特殊用途にも適しています。
ここに掲載されていないものについては、お問い合わせください。
はじめに
超硬ブレージングチップは、超硬材料の小片を工具本体またはシャンクにろう付けした切削工具チップです。超硬は、優れた切削性能と耐久性で知られる硬くて耐摩耗性のある材料です。ろう付けプロセスでは、超硬チップを鋼製本体に融合させ、強靭で剛性の高い工具を形成します。
超硬ブレージングチップは、旋盤加工、フライス加工、ドリル加工、ボーリング加工など、さまざまな機械加工に広く使用されています。従来の高速度鋼(HSS)工具に比べ、硬度や耐摩耗性、切削速度と効率、汎用性、仕上げ面粗さなど、いくつかの利点があります。
構成と構造
超硬ろう付けチップは、タングステンカーバイドまたは超硬材料を鋼製工具本体に接合したものです。超硬合金は硬度と耐摩耗性を提供し、工具本体はサポートを提供します。ろう付けプロセスでは、充填材を使用して超硬合金と工具本体を融合させます。超硬チップの形状やコーティングは、特定の加工用途に合わせてカスタマイズできます。

硬度
超硬ろう付けチップは、タングステンカーバイドまたは超硬材料により、非常に高い硬度を示します。その硬度は、様々な材料の効果的な切削を可能にし、耐摩耗性を提供するため、工具の寿命を延ばします。
耐摩耗性
超硬ろう付けチップは耐摩耗性に優れているため、要求の厳しい加工用途での長時間の使用に適しています。耐摩耗性が高いため、切れ刃の鋭利な状態が長く保たれ、工具交換の頻度を減らすことができます。
タフネス
超硬粒子と結合剤(通常はコバルト)の組み合わせにより、超硬ろう付けチップの靭性が向上します。この靭性により、高い切削力に耐えることができ、加工中のチッピングや破損を防ぐことができます。
タフネス
超硬ろう付けチップは、切削中に発生する高温に耐えることができます。この耐熱性により、厳しい加工条件下でも構造的完全性と切削性能を維持することができます。
高速切削
超硬ろう付けチップは、高速切削加工に適しています。その硬度、耐摩耗性、耐熱性により、高い切削速度に耐えることができ、生産性の向上と効率的な加工を実現します。
汎用性
超硬ろう付けチップは、旋盤加工、フライス加工、ドリル加工、ボーリング加工など、幅広い加工用途に使用できます。鋼、鋳鉄、非鉄金属、複合材料など、さまざまな材料に適合します。
表面仕上げ
超硬ブレージングチップは、機械加工部品の高品質な仕上げ面を実現します。鋭い切れ刃と工具のたわみの低減は、優れた仕上げ面の実現に貢献します。
費用対効果
超硬ブレージングチップは、他の切削工具に比べて初期費用は高いかもしれませんが、工具寿命が長く、生産性が向上するため、長期的にはコスト削減につながります。
超硬材料の準備
このプロセスは、炭化物材料(通常は炭化タングステン)の調製から始まる。炭化タングステン粉末は、コバルトや他の金属などの結合材と混合され、均質な混合物を形成する。
プレス
調製されたカーバイド混合物は、プレス機などの専用機器を使用して高圧下で圧縮される。この工程はプレスまたはコンパクティングと呼ばれ、カーバイドに望ましい形状と密度を与えます。
焼結前
これは、炉の中で部品を特定の温度で加熱して結合剤を除去し、炭化物粒子を部分的に結合させるものである。この焼結前工程は、最終的な焼結工程に向けて超硬合金を準備するものである。
焼結
高温の炉に入れ、極度の熱を加える。焼結により炭化物粒子が結合し、強固で緻密な炭化物材料が得られる。
研磨と成形
焼結された超硬素材は、次に慎重に研磨され、超硬チップの望ましい形状を実現するために成形されます。この工程には精密研削機械が使用されます。
工具本体製造
超硬合金の製造工程と並行して、工具本体は高品質鋼などの材料で製造される。工具本体は、必要なサポートと安定性を提供するために成形され、機械加工されます。
ろう付け
ろう材は超硬チップと工具本体の間に塗布される。組み立てられた部品は制御された環境で加熱され、ろう材が溶融して超硬合金と工具本体の間に金属結合が形成されます。
仕上げとコーティング
これには、寸法、表面仕上げをチェックし、チップの全体的な品質を確保することが含まれます。さらに、超硬チップの耐摩耗性と性能を高めるために、TiNやTiCNなどのコーティングを施すこともあります。
金属切断
超硬ろう付けチップは、金属切削用途、特に機械加工で広く使用されています。一般的に、旋削、フライス加工、ドリル加工、ねじ切り加工に適用され、鋼、ステンレス鋼、鋳鉄、アルミニウムなどのさまざまな金属を切削、成形します。超硬ろう付けチップは、切削速度が速く、耐熱性に優れ、工具寿命が長いため、過酷な金属切削作業に最適です。
木工
超硬ろう付けチップは、木工用途にも利用されています。シェーピング、プロファイリング、カッティングなどの木工作業において、超硬ブレージングチップは優れたカッティング性能と耐久性を発揮します。木材、合板、パーティクルボード、その他の木質系素材に対して、きれいで正確なカットを提供します。
鉱業および建設業
超硬ろう付けチップは、鉱業や建設業界で切断や掘削用途に広く使用されています。岩石掘削、トンネル掘削、掘削作業で一般的に使用されています。超硬チップは耐摩耗性と耐衝撃性に優れ、採掘や建設作業で遭遇する過酷な条件にも耐えることができます。
摩耗部品と摩耗保護
超硬ろう付けチップは、さまざまな産業で摩耗部品や摩耗保護部品として使用されています。それらは摩耗、腐食および摩耗への抵抗が重大である適用で使用される。例えば、超硬ろう付けチップは、農業機械、土木機械、産業機械の摩耗プレート、摩耗リング、摩耗バー、切削工具の製造に使用されます。
金属切断
超硬ろう付けチップは、金属切削用途、特に機械加工で広く使用されています。一般的に、旋削、フライス加工、ドリル加工、ねじ切り加工に適用され、鋼、ステンレス鋼、鋳鉄、アルミニウムなどのさまざまな金属を切削、成形します。超硬ろう付けチップは、切削速度が速く、耐熱性に優れ、工具寿命が長いため、過酷な金属切削作業に最適です。
木工
超硬ろう付けチップは、木工用途にも利用されています。シェーピング、プロファイリング、カッティングなどの木工作業において、超硬ブレージングチップは優れたカッティング性能と耐久性を発揮します。木材、合板、パーティクルボード、その他の木質系素材に対して、きれいで正確なカットを提供します。
鉱業および建設業
超硬ろう付けチップは、鉱業や建設業界で切断や掘削用途に広く使用されています。岩石掘削、トンネル掘削、掘削作業で一般的に使用されています。超硬チップは耐摩耗性と耐衝撃性に優れ、採掘や建設作業で遭遇する過酷な条件にも耐えることができます。
摩耗部品と摩耗保護
超硬ろう付けチップは、さまざまな産業で摩耗部品や摩耗保護部品として使用されています。それらは摩耗、腐食および摩耗への抵抗が重大である適用で使用される。例えば、超硬ろう付けチップは、農業機械、土木機械、産業機械の摩耗プレート、摩耗リング、摩耗バー、切削工具の製造に使用されます。
超硬ろう付けチップ は、超硬チップを工具本体にろう付けした切削工具で、通常はより軟らかい金属でできている。ろう付けプロセスでは、超硬チップと工具本体の間に強力な結合を形成するために金属フィラーを使用します。この組み合わせにより、超硬合金の硬度と耐摩耗性、工具本体材料の靭性と柔軟性が活用され、非常に効果的な切削工具が得られます。
コーティングは耐摩耗性を高め、摩擦を低減し、切り屑の流れを改善し、特に高温や研磨材を含む過酷な用途で工具寿命を延ばします。
はい、専用の砥石と技術を使って何度も研ぐことができます。しかし、元の刃の形状を維持し、研磨中の過熱を避けることが重要です。
超硬ブレージングチップチップ は、超硬チップを工具本体にろう付けした切削工具で、卓越した硬度と耐摩耗性を備えている。
- 切削工具:旋盤加工、フライス加工、中ぐり加工用。
- 木工用具:鋸の刃やルーターなど。
- 採鉱と掘削:ドリルビットとカッターヘッド
- 金属加工:金属の加工と成形用。
- ウェアパーツ:耐久性向上のため産業機械に使用。
はい。ろう付けチップに使用できる超硬材種はいくつかあり、それぞれ異なる用途に適した特性を持っています。一般的な超硬グレードには、C1、C2、C5、C6があります。
利点としては、卓越した硬度、摩擦と摩耗の低減、耐熱性の向上、工具寿命の延長、切削性能の向上などが挙げられる。デメリットとしては、コストが高い、特殊な装置が必要、強い衝撃を受けると脆くなる可能性がある、製造工程が複雑、コーティングが剥離する可能性がある、などが挙げられる。
すくい角は切りくずの形成と切削力に影響する。正のすくい角は切削抵抗を減らし、能率を向上させるが、工具強度を損なう可能性がある。
小さなノーズ半径を持つ丸いチップは、一般的な仕上げや輪郭加工に適した切れ味と強度のバランスを提供し、鋭いコーナーを持つ四角いチップは、平らな面の仕上げや正確な90度ショルダーの作成に最適です。

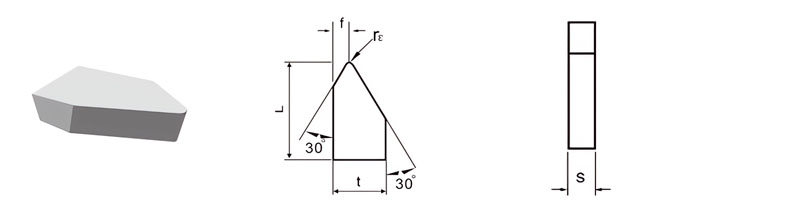
GBブレージングチップ データ
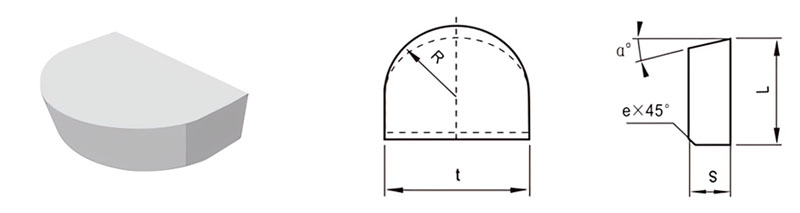
外周旋削工具、中ぐり工具、溝入れ工具用
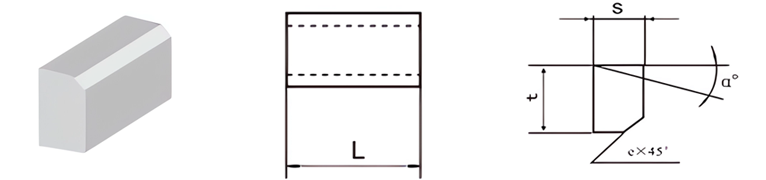
| 分類 | L/mm | t/mm | S/mm | e/mm | α° |
|---|---|---|---|---|---|
| A1-0605-025 | 6 | 5 | 2.5 | / | 0 |
| A1-0807-030 | 8 | 7 | 3.0 | / | 0 |
| A1-1006-035 | 10 | 6 | 3.5 | 0.8 | 14 |
| A1-1210-040 | 12 | 10 | 4.0 | 0.8 | 14 |
| A1-1412-045 | 14 | 12 | 4.5 | 0.8 | 14 |
| A1-1412-040 | 14 | 12 | 4.0 | 0.8 | 14 |
| A1-1610-055 | 16 | 10 | 5.5 | 0.8 | 14 |
| A1-1610-045 | 16 | 10 | 4.5 | 0.8 | 14 |
| A1-1812-070 | 18 | 12 | 7.0 | 0.8 | 14 |
| A1-1812-065 | 18 | 12 | 6.5 | 0.8 | 14 |
| A1-1816-060 | 18 | 16 | 6.0 | 0.8 | 14 |
| A1-1812-060 | 18 | 12 | 6.0 | 0.8 | 14 |
| A1-2012-070 | 20 | 12 | 7.0 | 0.8 | 14 |
| A1-2215-085 | 22 | 15 | 8.5 | 0.8 | 14 |
| A1-2215-075 | 22 | 15 | 7.5 | 0.8 | 14 |
| A1-2218-070 | 22 | 18 | 7.0 | 0.8 | 14 |
| A1-2515-085 | 25 | 15 | 8.5 | 0.8 | 14 |
| A1-2520-100 | 25 | 20 | 10.0 | 0.8 | 14 |
| A1-3016-100 | 30 | 16 | 10.0 | 0.8 | 14 |
| A1-3620-100 | 36 | 20 | 10.0 | 0.8 | 14 |
| A1-4018-105 | 40 | 18 | 10.5 | 1.2 | 14 |
| A1-5020-105 | 50 | 20 | 10.5 | 1.2 | 14 |
| A1-6022-105 | 60 | 22 | 10.5 | 1.2 | 14 |
| A1-7025-120 | 70 | 25 | 12.0 | 1.2 | 14 |
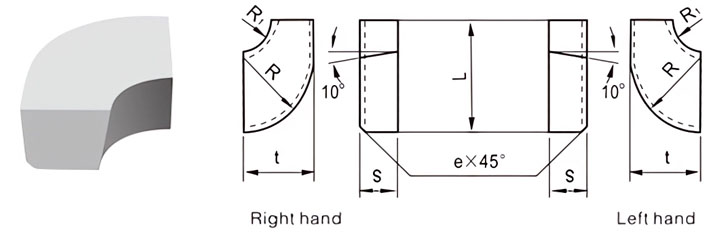
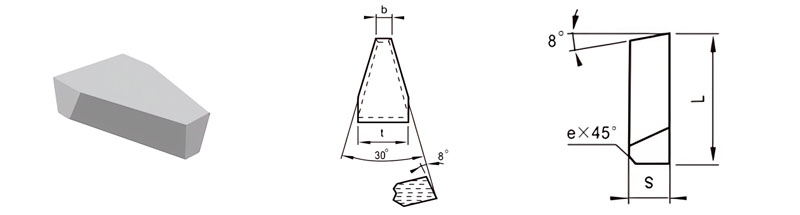
ボーリングおよびエンドターニング工具製造用
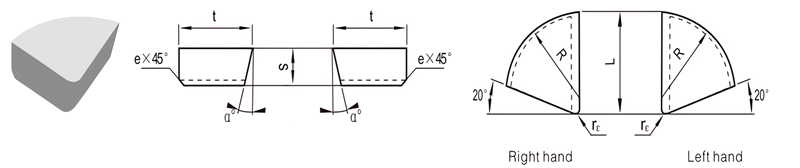
| 分類 | L/mm | t/mm | S/mm | R/mm | ru_2107 | e/mm | α° | |
|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | |||||||
| A2-0807-025 | / | 8 | 7 | 2.5 | 7 | 0.5 | / | 0 |
| A2-1008-030 | / | 10 | 8 | 3.0 | 8 | 1.0 | / | 0 |
| A2-1210-045 | / | 12 | 10 | 4.5 | 10 | 1.0 | 0.8 | 14 |
| A2-1614-060 | A2-1614-060LH | 16 | 14 | 6.0 | 14 | 1.0 | 0.8 | 14 |
| A2-2018-070 | A2-2018-070LH | 20 | 18 | 7.0 | 18 | 1.0 | 0.8 | 14 |
| A2-2520-080 | A2-2520-080LH | 25 | 20 | 8.0 | 20 | 1.0 | 0.8 | 14 |
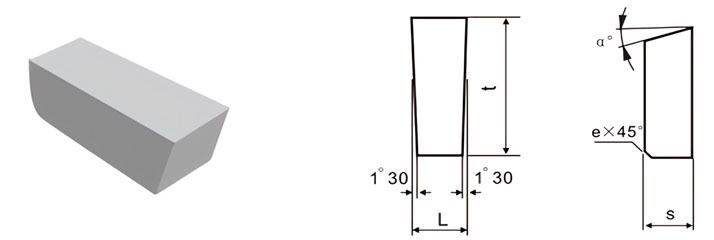
ボーリングおよびエンドターニング工具製造用
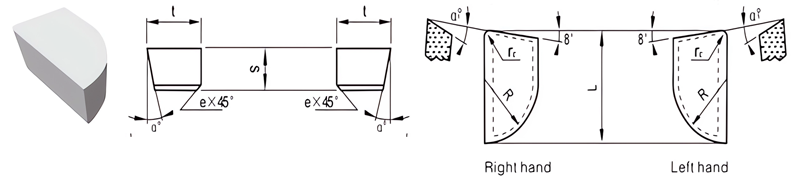
| 分類 | L/mm | t/mm | S/mm | R/mm | ru_2107 | e/mm | α° | α1° | |
|---|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | ||||||||
| A3-1006-030 | / | 10 | 6 | 3.0 | 6 | 1 | / | 0 | 0 |
| A3-1207-040 | A3-1207-040LH | 12 | 7 | 4.0 | 7 | 1 | 0.8 | 14 | 5 |
| A3-1509-060 | A3-1509-060LH | 15 | 9 | 6.0 | 9 | 1 | 0.8 | 14 | 5 |
| A3-1509-050 | A3-1509-050LH | 15 | 9 | 5.0 | 9 | 1 | 0.8 | 14 | 5 |
| A3-2011-070 | A3-2011-070LH | 20 | 11 | 7.0 | 11 | 1 | 0.8 | 14 | 5 |
| A3-2011-065 | A3-2011-065 | 20 | 11 | 6.5 | 11 | 1 | 0.8 | 14 | 5 |
| A3-2011-060 | A3-2011-060LH | 20 | 11 | 6.0 | 11 | 1 | 0.8 | 14 | 5 |
| A3-2514-080 | A3-2514-080LH | 25 | 14 | 8.0 | 14 | 1 | 0.8 | 14 | 5 |
| A3-2514-070 | A3-2514-070LH | 25 | 14 | 7.0 | 14 | 1 | 0.8 | 14 | 5 |
| A3-2514-060 | / | 25 | 14 | 6.0 | 14 | 1 | 0.8 | 14 | 5 |
| A3-3016-095 | A3-3016-095LH | 30 | 16 | 9.5 | 16 | 1 | 0.8 | 14 | 5 |
| A3-4018-105 | A3-4018-105LH | 40 | 18 | 10.5 | 18 | 1 | 1.2 | 14 | 5 |
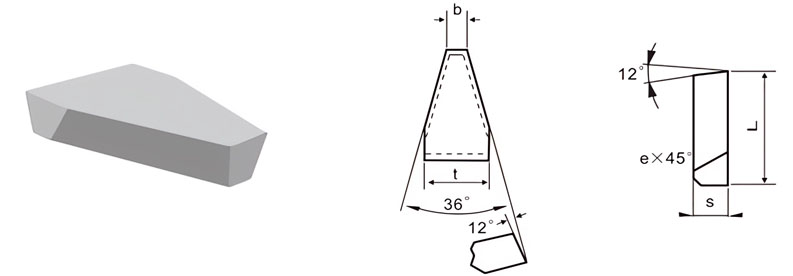
中ぐり工具、外周・フェースターニング工具の製造用

| 分類 | L/mm | t/mm | S/mm | R/mm | ru_2107 | e/mm | α° | α1° | |
|---|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | ||||||||
| A4-0605-025 | / | 6 | 5 | 2.5 | 5.0 | 0.5 | / | 0 | 0 |
| A4-0806-030 | / | 8 | 6 | 3.0 | 6.0 | 0.5 | / | 0 | 0 |
| A4-1006-035 | A4-1006-035LH | 10 | 6 | 3.5 | 6.0 | 1.0 | / | 14 | 8 |
| A4-1208-045 | A4-1208-045LH | 12 | 8 | 4.5 | 8.0 | 1.0 | 0.8 | 14 | 8 |
| A4-1610-055 | A4-1610-055LH | 16 | 10 | 5.5 | 10.0 | 1.0 | 0.8 | 14 | 8 |
| A4-2012-070 | A4-2012-070LH | 20 | 12 | 7.0 | 12.5 | 1.0 | 0.8 | 14 | 8 |
| A4-2515-085 | A4-2515-085LH | 25 | 15 | 8.5 | 16.0 | 1.0 | 0.8 | 14 | 8 |
| A4-3016-060 | A4-3016-060LH | 30 | 16 | 6.0 | 16.0 | 1.0 | 0.8 | 14 | 8 |
| A4-3016-095 | A4-3016-095LH | 30 | 16 | 9.5 | 16.0 | 1.0 | 0.8 | 14 | 8 |
| A4-4018-080 | A4-4018-080LH | 40 | 18 | 8.0 | 18.0 | 1.0 | 0.8 | 14 | 8 |
| A4-4018-105 | A4-4018-105LH | 40 | 18 | 10.5 | 18.0 | 1.0 | 1.2 | 14 | 8 |
| A4-5020-080 | A4-5020-080LH | 50 | 20 | 8.0 | 20.0 | 1.5 | 0.8 | 14 | 8 |
| A4-5020-120 | A4-5020-120LH | 50 | 20 | 12.0 | 20.0 | 1.5 | 1.2 | 14 | 8 |
ストレート外周ターニングトール、スルーホールボーリングツール、エンドミルツール製作用
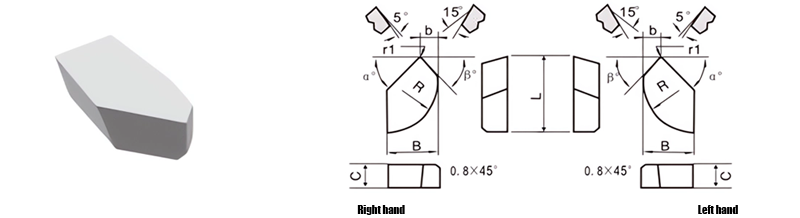
| 分類 | L/mm | B/mm | C/mm | b/mm | R/mm | α° | β° | |
|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | |||||||
| A5-1510-045 | A5-1510-045LH | 15.0 | 10.0 | 4.5 | 5 | 10 | 45 | 40 |
| A5-1812-055 | A5-1812-055LH | 18.0 | 12.0 | 5.5 | 4 | 12 | 45 | 50 |
中ぐり工具・外周旋削工具用

| 分類 | L/mm | B/mm | C/mm | R/mm | α° | β° | |
|---|---|---|---|---|---|---|---|
| R.H. | L.H. | ||||||
| A6-1208-030 | A6-1208-030LH | 12.0 | 8.0 | 3 | 8 | 14 | 5 |
| A6-1510-040 | A6-1510-040LH | 15.0 | 10.0 | 4 | 10 | 14 | 5 |
| A6-1812-045 | A6-1812-045LH | 18.0 | 12.0 | 4.5 | 12 | 14 | 5 |
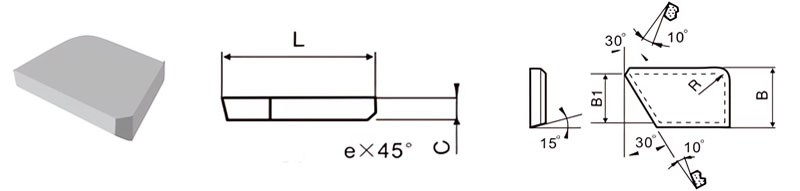
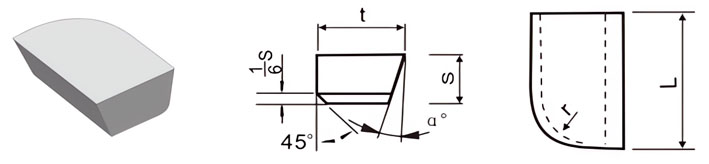
成形旋削工具およびダブテールカッター製作用

| 分類 | L/mm | t/mm | S/mm | ru_2107 | e/mm | α° | α1° | |
|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | |||||||
| B1-0806-030 | / | 8 | 6 | 3 | 1.5 | / | 0 | 0 |
| B1-1208-040 | B1-1208-040LH | 12 | 8 | 4 | 1.5 | 1.0 | 10 | 5 |
| B1-1610-050 | B1-1610-050LH | 16 | 10 | 5 | 1.5 | 1.0 | 10 | 5 |
| B1-2014-050 | B1-2014-050LH | 20 | 14 | 5 | 1.5 | 1.0 | 10 | 5 |
| B1-2016-070 | B1-2016-070LH | 20 | 16 | 7 | 1.5 | 1.5 | 10 | 5 |
| B1-2514-050 | B1-2514-050LH | 25 | 14 | 5 | 1.5 | 1.5 | 10 | 5 |
| B1-2518-080 | B1-2518-080LH | 25 | 18 | 8 | 1.5 | 1.5 | 10 | 5 |
| B1-3020-080 | B1-3020-080LH | 30 | 20 | 8 | 1.5 | 1.5 | 10 | 5 |
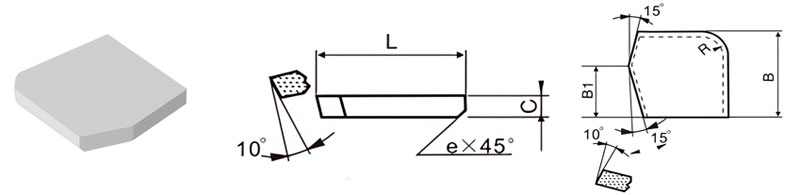
凹Rおよび鉄道車輪加工用切削工具製作用
| 分類 | L/mm | t/mm | S/mm | R/mm | e/mm | α° |
|---|---|---|---|---|---|---|
| B2-0808-030 | 8 | 8 | 3.0 | 4.0 | / | / |
| B2-1010-035 | 10 | 10 | 3.5 | 5.0 | 0.8 | 14 |
| B2-1212-045 | 12 | 12 | 4.5 | 6.0 | 0.8 | 14 |
| B2-1416-050 | 14 | 16 | 5.0 | 8.0 | 0.8 | 14 |
| B2-1620-060 | 16 | 20 | 6.0 | 10.0 | 0.8 | 14 |
| B2-2025-070 | 20 | 25 | 7.0 | 12.5 | 0.8 | 14 |
| B2-2530-080 | 25 | 30 | 8.0 | 15.0 | 0.8 | 14 |
| B2-2835-090 | 28 | 35 | 9.0 | 17.5 | 0.8 | 14 |
ラジアス加工用切削工具製作用
| 分類 | L/mm | t/mm | S/mm | R/mm | R1/mm | e mm |
|
|---|---|---|---|---|---|---|---|
| R.H. | L.H. | ||||||
| B3-1208-040 | B3-1208-040LH | 12 | 8 | 4 | 8 | 3 | 0.8 |
| B3-1510-050 | B3-1510-050LH | 15 | 10 | 5 | 10 | 5 | 0.8 |
| B3-1812-060 | B3-1812-060LH | 18 | 12 | 6 | 12 | 6 | 0.8 |
| B3-2216-070 | B3-2216-070LH | 22 | 16 | 7 | 16 | 10 | 0.8 |
凹R加工用および鉄道車輪加工用工具
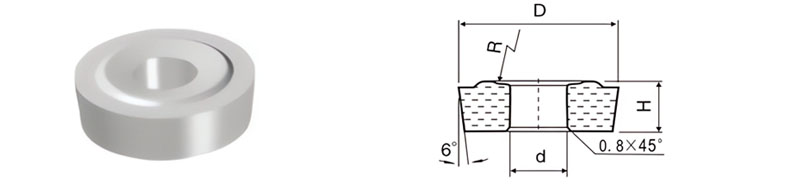
| 分類 | D/mm | d/mm | H/mm | R/mm |
|---|---|---|---|---|
| B4-283100-100 | 28.3 | 10 | 10 | 35.0 |
| B4-330120-100 | 33.0 | 12 | 10 | 35.0 |
| B4-465150-120 | 46.5 | 15 | 12 | 41.7 |
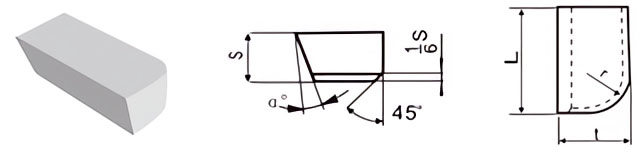
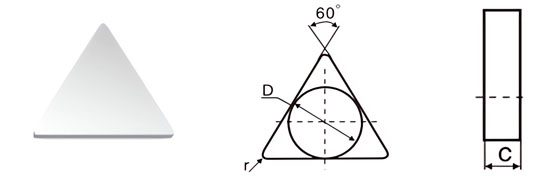
ねじ山および外周加工用切削工具の製造用
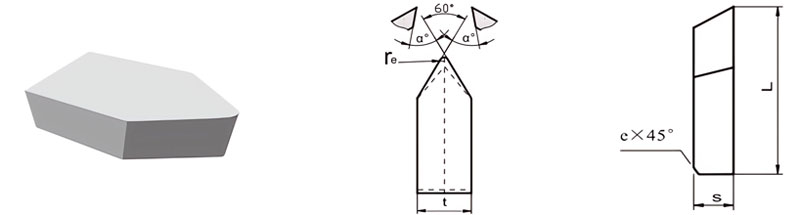
| 分類 | L/mm | t/mm | S/mm | ru_2107 | e/mm | α° |
|---|---|---|---|---|---|---|
| C1-1004-030 | 10 | 4 | 3 | 0.5 | / | / |
| C1-1606-040 | 16 | 6 | 4 | 0.5 | 0.8 | 10 |
| C1-2008-050 | 20 | 8 | 5 | 0.5 | 0.8 | 10 |
| C1-2210-060 | 22 | 10 | 6 | 0.5 | 0.8 | 10 |
| C1-2512-070 | 25 | 12 | 7 | 0.8 | 0.8 | 10 |
ねじ山および外周加工用切削工具の製造用
| 分類 | L/mm | t/mm | S/mm | rℇmm |
|---|---|---|---|---|
| C1-A-1065-028 | 10 | 6.5 | 2.8 | 0.5 |
| C1-A-1608-030 | 16 | 8.0 | 3.0 | 0.5 |
| C1-A-2010-040 | 20 | 10.0 | 4.0 | 0.5 |
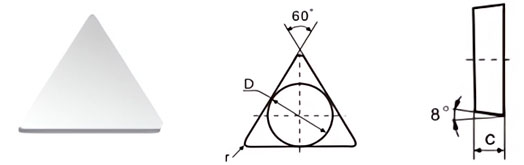
ねじおよび外周加工用仕上げ旋削工具の製造用
| 分類 | L/mm | t/mm | S/mm | b/mm | e/mm |
|---|---|---|---|---|---|
| C2-1507-040 | 15 | 7 | 4 | 1.8 | 0.8 |
| C2-1810-050 | 18 | 10 | 5 | 3.1 | 0.8 |
| C2-2314-050 | 23 | 14 | 5 | 4.9 | 0.8 |
| C2-2818-060 | 28 | 18 | 6 | 7.7 | 0.8 |
| C2-3628-070 | 36 | 28 | 7 | 13.1 | 0.8 |
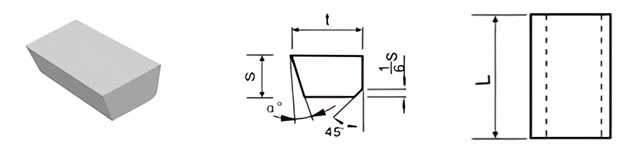
パーティングツールおよび溝入れツール作成用
| 分類 | L/mm | t/mm | S/mm | e/mm | α° |
|---|---|---|---|---|---|
| C3-03512-030 | 3.5 | 12 | 3 | / | / |
| C3-04514-040 | 4.5 | 14 | 4 | 0.8 | 14 |
| C3-05517-050 | 5.5 | 17 | 5 | 0.8 | 14 |
| C3-06517-060 | 6.5 | 17 | 6 | 0.8 | 14 |
| C3-06510-060 | 6.5 | 10 | 6 | 0.8 | 14 |
| C3-08520-070 | 8.5 | 20 | 7 | 0.8 | 14 |
| C3-08511-070 | 8.5 | 11 | 7 | 0.8 | 14 |
| C3-10522-080 | 10.5 | 22 | 8 | 0.8 | 14 |
| C3-10512-080 | 10.5 | 12 | 8 | 0.8 | 14 |
| C3-12522-100 | 12.5 | 22 | 10 | 0.8 | 14 |
| C3-12512-100 | 12.5 | 12 | 10 | 0.8 | 14 |
| C3-16525-110 | 16.5 | 25 | 11 | 1.2 | 14 |
Vベルトプーリーの溝入れ工具製作用
| 分類 | L/mm | t/mm | S/mm | b/mm | e/mm |
|---|---|---|---|---|---|
| C4-2012-050 | 20 | 12 | 5 | 3.0 | 0.8 |
| C4-2516-050 | 25 | 16 | 5 | 4.0 | 0.8 |
| C4-3020-060 | 30 | 20 | 6 | 5.5 | 0.8 |
製粉用ロールの旋削工具製作用

| 分類 | L/mm | B/mm | C/mm | R/mm |
|---|---|---|---|---|
| C5-3940-040 | 39 | 4.0 | 4.0 | 2 |
| C5-4560-040 | 45 | 6.0 | 4.0 | 3 |
エンドミル、外周旋削、ボーリング工具の製造用

| 分類 | L/mm | t/mm | S/mm | R/mm | ru_2107 | e/mm | α° | α1° | |
|---|---|---|---|---|---|---|---|---|---|
| R.H. | L.H. | ||||||||
| D1-1012-030 | D1-1012-030LH | 10 | 12 | 3.0 | 10.0 | 0.5 | / | 0 | 0 |
| D1-1215-035 | D1-1215-035LH | 12 | 15 | 3.5 | 12.5 | 0.5 | 0.8 | 10 | 6 |
| D1-1620-040 | D1-1620-040LH | 16 | 20 | 4.0 | 16.0 | 1.0 | 0.8 | 10 | 6 |
キー溝およびエンドミル加工用工具およびブローチングビットの製造用

| 分類 | L/mm | t/mm | S/mm | K/mm | R/mm | e/mm |
|---|---|---|---|---|---|---|
| E3-12060-015 | 12 | 6.0 | 1.5 | 1.5 | 20 | / |
| E3-15035-020 | 15 | 3.5 | 2.0 | 1.5 | 20 | / |
| E3-15070-020 | 15 | 7.0 | 2.0 | 1.5 | 20 | / |
| E3-20045-025 | 20 | 4.5 | 2.5 | 2.5 | 25 | / |
| E3-20060-035 | 20 | 6.0 | 3.5 | 2.5 | 25 | 0.5 |
| E3-20090-025 | 20 | 9.0 | 2.5 | 2.5 | 25 | / |
| E3-25080-030 | 25 | 8.0 | 3.0 | 3.5 | 30 | 0.5 |
| E3-25150-030 | 25 | 15.0 | 3.0 | 3.5 | 30 | 0.5 |
| E3-30100-040 | 30 | 10.0 | 4.0 | 3.5 | 30 | 0.5 |
| E3-30090-040 | 30 | 9.0 | 4.0 | 3.5 | 30 | 0.5 |
| E3-30210-040 | 30 | 21.0 | 4.0 | 3.5 | 30 | 0.5 |
| E3-35100-050 | 35 | 10.0 | 5.0 | 3.5 | 30 | 0.8 |
| E3-40120-050 | 40 | 12.0 | 5.0 | 3.5 | 30 | 0.8 |
| E3-45120-060 | 45 | 12.0 | 6.0 | 3.5 | 30 | 0.8 |
ブローチングドリルビット製作用
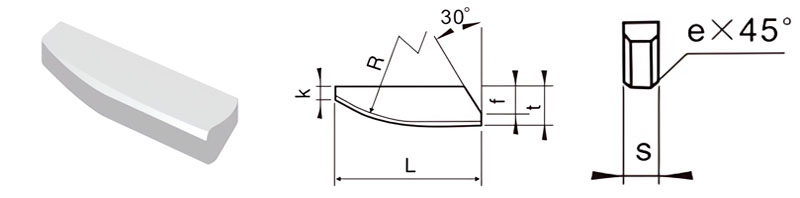
| 分類 | L/mm | t/mm | S/mm | f/mm | K/mm | R/mm | e/mm |
|---|---|---|---|---|---|---|---|
| E4-15040-020 | 15 | 4.0 | 2.0 | 2.5 | 1.5 | 15 | / |
| E4-18050-025 | 18 | 5.0 | 2.5 | 3.5 | 1.5 | 20 | / |
| E4-20060-030 | 20 | 6.0 | 3.0 | 5 | 1.5 | 25 | 0.5 |
| E4-25080-035 | 25 | 8.0 | 3.5 | 6 | 2 | 25 | 0.5 |
| E4-30100-040 | 30 | 10.0 | 4.0 | 8 | 2 | 30 | 0.5 |
リーマー製造用
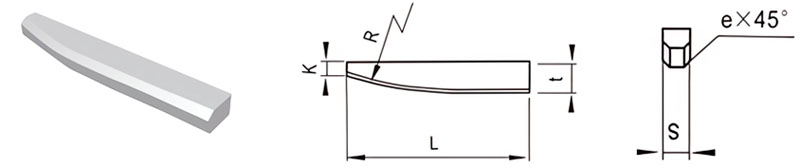
| 分類 | L/mm | t/mm | S/mm | K/mm | R/mm | e/mm |
|---|---|---|---|---|---|---|
| E5-15025-013 | 15 | 2.5 | 1.3 | 1.5 | 20 | / |
| E5-18030-015 | 18 | 3.0 | 1.5 | 1.5 | 25 | / |
| E5-22035-020 | 22 | 3.5 | 2.0 | 1.5 | 25 | / |
| E5-25040-025 | 25 | 4.0 | 2.5 | 2 | 30 | / |
| E5-30050-030 | 30 | 5.0 | 3.0 | 2 | 30 | 0.5 |
| E5-40060-035 | 40 | 6.0 | 3.5 | 2 | 30 | 0.5 |
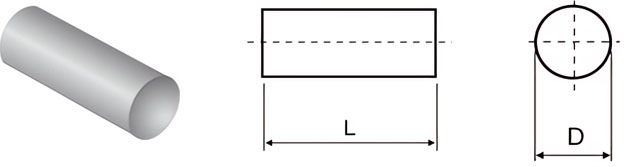
旋盤・外周研削盤用コア・クランパー製作用
| 分類 | D/mm | L/mm | r/mm |
|---|---|---|---|
| F1-0815 | 8 | 15 | 1.0 |
| F1-1014 | 10 | 14 | 1.0 |
| F1-1220 | 12 | 20 | 1.5 |
| F1-1524 | 15 | 24 | 1.5 |
| F1-1828 | 18 | 28 | 2.0 |
| F1-2435 | 24 | 35 | 2.0 |
| F1-3040 | 30 | 40 | 2.5 |
| F1-3650 | 36 | 50 | 2.5 |
| F1-4060 | 40 | 60 | 3.0 |
ブローチングドリルビットのガイド作成用
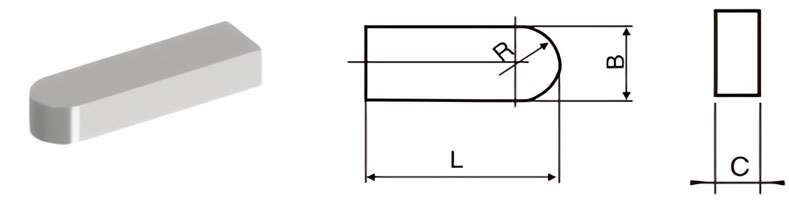
| 分類 | L/mm | B/mm | C/mm | R/mm |
|---|---|---|---|---|
| F2-16080-050 | 16 | 8.0 | 5.0 | 4 |
| F2-16100-050 | 16 | 10.0 | 5.0 | 5 |
| F2-16120-060 | 16 | 12.0 | 6.0 | 6 |
| F2-18025-025 | 18 | 2.5 | 2.5 | 1.25 |
| F2-20030-030 | 20 | 3.0 | 3.0 | 1.5 |
| F2-25050-040 | 25 | 5.0 | 4.0 | 2.5 |
| F2-30060-050 | 30 | 6.0 | 5.0 | 3 |
| F2-30080-050 | 30 | 8.0 | 5.0 | 4 |
| F2-30100-050 | 30 | 10.0 | 5.0 | 5 |
| F2-30120-060 | 30 | 12.0 | 6.0 | 6 |
| F2-35080-050 | 35 | 8.0 | 5.0 | 4 |
| F2-30080-050 | 30 | 8.0 | 5.0 | 4 |
| F2-45120-060 | 45 | 12.0 | 6.0 | 6 |
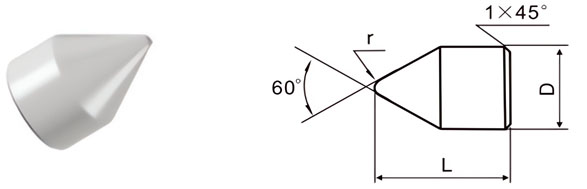
着脱式ボーリング工具および摩耗部品の製造用
| 分類 | D/mm | L/mm |
|---|---|---|
| F3-3510 | 3.5 | 10 |
| F3-4512 | 4.5 | 12 |
| F3-5515 | 5.5 | 15 |
| F3-6518 | 6.5 | 18 |
| F3-7520 | 7.5 | 20 |
| F3-8522 | 8.5 | 22 |
ブローチングドリルビット製作用
| 分類 | L/mm | B/mm | B1/mm | C/mm | R/mm |
|---|---|---|---|---|---|
| S-A-16070-020 | 16 | 7.0 | 6.3 | 2 | 3 |
| S-A-20106-030 | 20 | 10.6 | 9.5 | 3 | 4 |
| S-A-25145-045 | 25 | 14.5 | 12.9 | 4.5 | 4 |
| S-A-30180-045 | 30 | 18.0 | 16.0 | 4.5 | 4 |
ブローチングドリルビット製作用
| 分類 | L/mm | B/mm | B1/mm | C/mm | R/mm | e/mm |
|---|---|---|---|---|---|---|
| S-B-2522-045 | 25 | 22 | 14 | 4.5 | 8 | 0.8 |
| S-B-3028-050 | 30 | 28 | 17 | 5.0 | 8 | 0.8 |
| S-B-3533-060 | 35 | 33 | 20 | 6.0 | 10 | 1.2 |
| S-B-4040-060 | 40 | 40 | 23 | 6.0 | 10 | 1.2 |
ISOろう付けチップデータ
| 分類 | L/mm | t/mm | S/mm | r/mm | α° |
|---|---|---|---|---|---|
| A5 | 5 | 3 | 2 | 2 | / |
| A6 | 6 | 4 | 3 | 3 | / |
| A8 | 8 | 5 | 3 | 3 | / |
| A10 | 10 | 6 | 4 | 4 | 18 |
| A12 | 12 | 8 | 5 | 5 | 18 |
| A16 | 16 | 10 | 6 | 6 | 18 |
| A20 | 20 | 12 | 7 | 7 | 18 |
| A25 | 25 | 14 | 8 | 8 | 18 |
| A32 | 32 | 18 | 10 | 10 | 18 |
| A40 | 40 | 22 | 12 | 12 | 18 |
| A50 | 50 | 25 | 14 | 14 | 18 |

| 分類 | L/mm | t/mm | S/mm | r/mm | α° |
|---|---|---|---|---|---|
| B5 | 5 | 3 | 2 | 2.0 | / |
| B6 | 6 | 4 | 3 | 2.5 | / |
| B8 | 8 | 5 | 3 | 3.0 | / |
| B10 | 10 | 6 | 4 | 4.0 | 18 |
| B12 | 12 | 8 | 5 | 5.0 | 18 |
| B16 | 16 | 10 | 6 | 6.0 | 18 |
| B20 | 20 | 12 | 7 | 7.0 | 18 |
| B25 | 25 | 14 | 8 | 8.0 | 18 |
| B32 | 32 | 18 | 10 | 10.0 | 18 |
| B40 | 40 | 22 | 12 | 12.0 | 18 |
| B50 | 50 | 25 | 14 | 14.0 | 18 |
| 分類 | L/mm | t/mm | S/mm | α° |
|---|---|---|---|---|
| C5 | 5 | 3 | 2.0 | / |
| C6 | 6 | 4 | 2.5 | / |
| C8 | 8 | 5 | 3.0 | / |
| C10 | 10 | 6 | 4.0 | 18 |
| C12 | 12 | 8 | 5.0 | 18 |
| C16 | 16 | 10 | 6.0 | 18 |
| C20 | 20 | 12 | 7.0 | 18 |
| C25 | 25 | 14 | 8.0 | 18 |
| C32 | 32 | 18 | 10.0 | 18 |
| C40 | 40 | 22 | 12.0 | 18 |
| C50 | 50 | 25 | 14.0 | 18 |
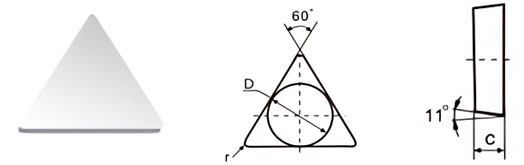
フライス用超硬チップ データ
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| T-0-07-05 | 7.34±0.08 | 3.30 | 0.5 |
| T-0-10-05 | 10.34±0.08 | 3.85 | 0.5 |
| T-0-13-05 | 13.45±0.13 | 4.85 | 0.5 |
| T-0-13-10 | 13.45±0.13 | 4.85 | 1.0 |
| T-0-16-10 | 16.50±0.18 | 5.85 | 1.0 |
| T-0-16-15 | 16.50±0.18 | 5.85 | 1.5 |
| T-0-16-20 | 16.50±0.18 | 5.85 | 2.0 |
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| T-8-07-05 | 7.34±0.08 | 3.30 | 0.5 |
| T-8-10-05 | 10.34±0.08 | 3.85 | 0.5 |
| T-8-13-05 | 13.45±0.13 | 4.85 | 0.5 |
| T-8-13-10 | 13.45±0.13 | 4.85 | 1.0 |
| T-8-16-05 | 16.50±0.18 | 5.85 | 0.5 |
| T-8-16-10 | 16.50±0.18 | 5.85 | 1.0 |
| T-8-16-20 | 16.50±0.18 | 5.85 | 2.0 |
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| T-11-07-05 | 7.34±0.1 | 3.30 | 0.5 |
| T-11-10-05 | 10.34±0.1 | 3.85 | 0.5 |
| T-11-13-05 | 13.45±0.15 | 4.85 | 0.5 |
| T-11-13-10 | 13.45±0.15 | 4.85 | 1.0 |
| T-11-13-05 | 13.45±0.15 | 5.10 | 0.5 |
| T-11-16-05 | 16.50±0.18 | 5.85 | 0.5 |
| T-11-16-10 | 16.50±0.18 | 5.85 | 1.0 |
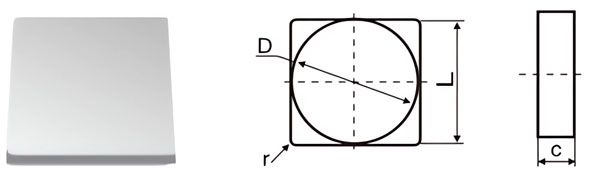
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| S-0-10-05 | 10.4±0.08 | 3.85 | 0.5 |
| S-0-13-05 | 13.4±0.13 | 4.85 | 0.5 |
| S-0-13-10 | 13.4±0.13 | 4.85 | 1.0 |
| S-0-16-05 | 16.5±0.18 | 4.85 | 0.5 |
| S-0-16-10 | 16.5±0.18 | 4.85 | 1.0 |
| S-0-19-10 | 19.6±0.18 | 5.85 | 1.0 |
| S-0-19-20 | 19.6±0.18 | 5.85 | 2.0 |
| S-0-25-10 | 25.6±0.25 | 7.35 | 1.0 |
| S-0-25-20 | 25.6±0.25 | 7.35 | 2.0 |
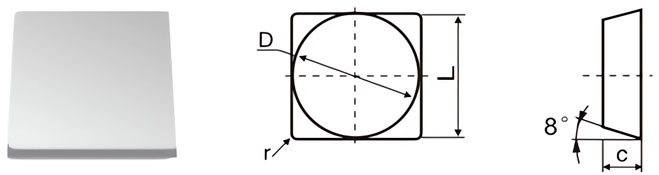
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| S-8-10-05 | 10.4±0.08 | 3.30 | 0.5 |
| S-8-13-05 | 13.4±0.13 | 3.85 | 0.5 |
| S-8-13-05 | 13.4±0.13 | 4.85 | 0.5 |
| S-8-13-10 | 13.4±0.13 | 4.85 | 1.0 |
| S-8-16-05 | 16.5±0.18 | 4.85 | 0.5 |
| S-8-16-10 | 16.5±0.18 | 4.85 | 1.0 |
| S-8-16-15 | 16.5±0.18 | 4.85 | 1.5 |
| S-8-19-10 | 19.6±0.18 | 5.85 | 1.0 |
| S-8-19-20 | 19.6±0.18 | 5.85 | 2.0 |
| S-8-25-10 | 25.6±0.25 | 7.35 | 1.0 |
| S-8-25-20 | 25.6±0.25 | 7.35 | 2.0 |
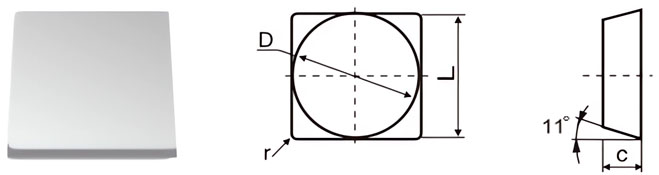
| 分類 | D±Tol./mm | C±0.13/mm | r/mm |
|---|---|---|---|
| S-11-10-05 | 10.4±0.10 | 3.30 | 0.5 |
| S-11-13-05 | 13.4±0.15 | 3.50 | 0.5 |
| S-11-13-05 | 13.4±0.15 | 3.85 | 0.5 |
| S-11-13-10 | 13.4±0.15 | 4.85 | 0.5 |
| S-11-13-10 | 13.4±0.15 | 4.85 | 1.0 |
| S-11-13-05 | 13.4±0.15 | 5.10 | 0.5 |
| S-11-16-05 | 16.5±0.18 | 4.85 | 0.5 |
| S-11-16-10 | 16.5±0.18 | 5.10 | 0.5 |
| S-11-16-15 | 16.5±0.18 | 4.85 | 1.0 |
| S-11-16-15 | 16.5±0.18 | 4.85 | 1.5 |
| S-11-19-10 | 19.5±0.18 | 5.85 | 1.0 |
| S-11-19-20 | 19.5±0.18 | 5.85 | 2.0 |
| S-11-25-10 | 25.6±0.25 | 7.35 | 1.0 |
| S-11-25-20 | 25.6±0.25 | 7.35 | 2.0 |
超硬ろう付け切削チップの等級
| グレード | 密度 | 硬さ/{HRA}。 | TRS/{N/mm²} | ISOコード | アプリケーションの推奨 |
|---|---|---|---|---|---|
| K10UF | 14.70-14.95 | ≥93.0 | ≥3000 | K05 | 鋳鉄や非鉄金属の仕上げに適している。 |
| YG3X | 15.00-15.20 | ≥92.5 | ≥1300 | ||
| YG3 | 15.15-15.30 | ≥91.5 | ≥1400 | ||
| YG6X | 14.70-14.85 | ≥91.7 | ≥1860 | K10 | 鋳鉄や非鉄金属の仕上げ・中仕上げ、マンガン鋼や焼き入れ鋼の加工に適している。 |
| YG6A | 14.85-15.05 | ≥92.0 | ≥1600 | ||
| YG6 | 14.85-15.05 | ≥90.5 | ≥1860 | K20 | 鋳鉄や軽合金の粗加工、鋳鉄や低合金鋼のフライス加工に適しています。 |
| YG8 | 14.60-14.85 | ≥89.7 | ≥2060 | K30 | |
| YS8 | 13.70-14.10 | ≥92.5 | ≥1720 | M05 | 鉄系およびニッケル系高温合金、高強度鋼、チルド鋳鉄、耐熱ステンレス鋼、高マンガン鋼、焼入れ鋼の仕上げ用。 |
| YW1 | 13.00-13.30 | ≥92.0 | ≥1600 | M10 | ステンレス鋼および一般的な合金鋼の仕上げおよび半仕上げ用。 |
| YS2T | 14.25-14.55 | ≥91.0 | ≥2160 | ||
| YT03 | 14.75-14.95 | ≥91.5 | ≥1860 | ||
| YW2 | 12.90-13.30 | ≥91.0 | ≥1680 | M20 | ステンレス鋼および低合金鋼の半仕上げ加工用で、主に鉄道車輪のハブ加工用。 |
| YW5 | 12.90-13.30 | ≥90.5 | ≥1680 | ||
| YT15 | 11.10-11.50 | ≥91.5 | ≥1600 | P10 | 中程度の送り速度とやや高めの切削速度で、鋼や鋳鋼の仕上げと中仕上げを行う。 |
| YT14 | 11.20-11.60 | ≥91.0 | ≥1680 | P20 | 中程度の送り速度で鋼と鋳鋼の仕上げと中仕上げに使用され、YS25は特に鋼と鋳鋼のフライス加工に使用されます。 |
| YS25 | 12.80-13.20 | ≥90.5 | ≥2060 | ||
| YT5 | 12.60-13.00 | ≥90.0 | ≥1750 | P30 | YC30Sは特に鋼と鋳鋼のフライス加工に適しています。 |
| YC30S | 12.80-13.00 | ≥89.5 | ≥1600 | ||
| YC40 | 12.80-13.30 | ≥89.5 | ≥1700 | P40 | 鉄鋼や鋳鋼の高送り荒旋削用で、フェースフライス加工も可能。 |
- 連絡先
私たちのチームはサポートを提供する準備ができています
TruerCarbideは、問題に対する効率的なソリューションを提供することをお約束します。各チームメンバーは、お客様のニーズを素早く理解し、お応えするための専門知識と経験を有しています。