
В токарных станках по дереву используются сменные твердосплавные режущие пластины, позволяющие эффективно формировать, поворачивать и обрабатывать деревянные заготовки. В этой статье подробно рассказывается о твердосплавные вставки для токарного станка по дереву геометрии, марок, покрытий и стандартов, а также сравнительный анализ вариантов паяных и индексируемых пластин, список поставщиков, параметры резания и рекомендации по оптимизации пластин для повышения производительности токарного станка по дереву.
Обзор из твердосплавные вставки для токарного станка по дереву
Твердосплавные пластины для токарной обработки древесины имеют особый профиль режущей кромки и стандартную форму, предназначенную для установки на резцедержатели, закрепленные на токарном станке. Заточенные путем шлифования или нанесения CVD/PVD-покрытий, они эффективно удаляют материал, образуя непрерывную стружку, а не пыль.
Преимущества использования твердосплавных вставок
- Увеличение срока службы инструмента до 10 раз по сравнению с токарными резцами из быстрорежущей стали
- Более высокие скорости резки и низкие температуры
- Улучшенное качество отделки благодаря снижению необходимости шлифовки
- Последовательные профили от сменных пластин по сравнению с ручной заточкой
- Паяные наконечники добавляют жесткости, минимизируя вибрацию/дребезжание
Правильно подобранная марка пластины, геометрия, углы зазора и скорость подачи повышают производительность обработки различных пород древесины.
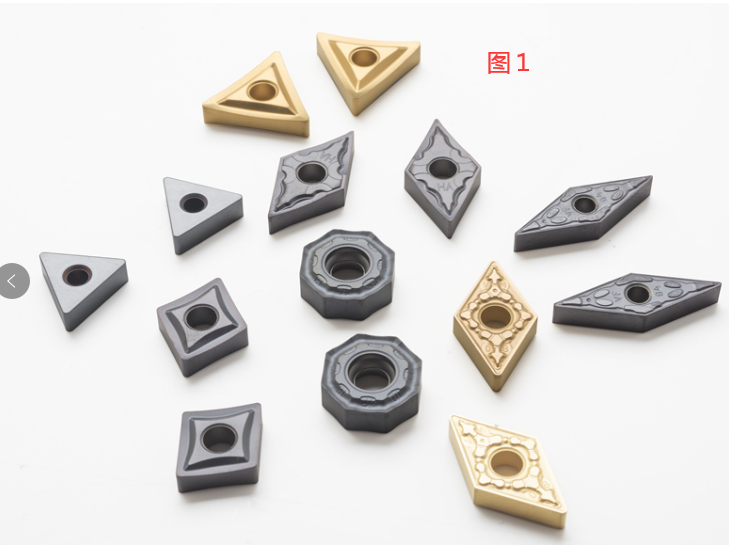
Дизайны вставок
Стили индексируемых вставок
Инструменты с индексируемыми пластинами основаны на сменных твердосплавных наконечниках с определенным профилем резания, установленных на стандартных держателях. К распространенным вариантам относятся:
| Тип | Варианты формы | Характеристики |
|---|---|---|
| SNMG | Квадратные, нейтральные грабли | Черновая/шлифовальная обработка общего назначения |
| DNMG | Ромбовидная вставка 55° | Тяжелая черновая обработка, мини-профилировщик |
| CNMG | Форма алмаза 80° | Финишная обработка, профилирование, нарезка бусин |
| VNMG | Форма бриллианта 35° | Бисероплетение, V-образная резьба, рифление |
| TNMG | Треугольная вставка, нейтральная граблина | Глубокая выемка на выколотках для чаш |
Они включают в себя различные виды подготовки кромок и стружколомы для конкретных пород древесины и операций. Посадочные места также влияют на угол подъезда, видимость и клиренс.
Паяные наконечники
Твердосплавные вставки припаиваются к хвостовикам инструментов, чтобы получить цельные инструменты, не требующие отдельных держателей. К распространенным типам относятся:
| Название | Состав | Назначение |
|---|---|---|
| Простые инструменты для работы с деревом | Твердосплавный паяный наконечник + стальной хвостовик | Общие токарные работы по дереву |
| Carter & Son Toolworks | Твердый карбид, припаянный к стали | Надежная черновая обработка, детализация |
| Охотник скопа | Твердый карбид, припаянный к стали | Гладкие финишные срезы |
| Пайка на заказ | Задаваемые пользователем марки/геометрия твердого сплава | Специализированные разрезы |
Они хорошо поддаются заточке, но после многократной переточки требуют восстановления связки. Паяные инструменты отличаются повышенной виброустойчивостью, поскольку имеют цельную конструкцию по сравнению с отдельными держателями и вставками.
Градусы токарных резцов по дереву
Твердость, прочность, износостойкость и вязкость твердосплавных пластин соответствуют потребностям токарной обработки древесины благодаря оптимизированному составу, размеру зерен и содержанию связующего.
Базовые оценки
| Класс | Диапазон твердости | Основные характеристики |
|---|---|---|
| C2 И C4 | 86-88 HRA | Высокая износостойкость при работе с абразивными экзотическими породами дерева, МДФ |
| C6-C8 | 82-86 HRA | Хорошие универсальные характеристики, сочетающие в себе долговечность и прочность |
Градусы с покрытием
| Класс | Покрытие | Преимущества |
|---|---|---|
| CC650 | TiCN | Удваивает срок службы инструмента для черновой обработки твердых пород древесины |
| CC670 | TiN | Отличная марка общего назначения |
| CC685 | TiAIN | Покрытие с высокой смазывающей способностью для сложных пород древесины |
| CC695 | ZrN | Противостоит образованию абразивной пыли |
Производители инструментов оптимизируют запатентованные составы и покрытия для повышения скорости, подачи и качества обработки в различных видах.
Технические характеристики вставки
Основные размеры токарных вставок по дереву и детали крепления регулируются стандартами ISO, что обеспечивает стабильную работу всех мировых брендов.
Размеры индексируемых вставок
| Размер | Стандартные значения |
|---|---|
| Круг с надписью | 11, 16, 21, 25 мм |
| Толщина | 3.18, 4.76, 6.35 мм |
| Диаметр отверстия | Размеры винтов M4, M5 |
| Положение отверстия | Центрирование по размеру IC для установки держателей |
Размеры паяного наконечника
Производители инструментов на заказ предлагают различные длины, ширины и профили твердосплавных наконечников, припаянных к стальным хвостовикам, рассчитанным на обычные отверстия шпинделей токарных станков по дереву:
| Параметр | Типовой диапазон |
|---|---|
| Диаметр хвостовика | 1/2", 5/8", 3/4″ |
| Длина хвостовика | 6-8 дюймов |
| Высота твердосплавного наконечника | 0,5-1 дюйм |
| Ширина твердосплавного наконечника | 0,25-1 дюйм |
Эти цельные паяные инструменты отличаются повышенной жесткостью и прочностью по сравнению со сменными пластинами, требующими держателей.
Параметры резки
Оптимальные скорости, подачи, глубины резания и углы наклона инструмента минимизируют силы резания, обеспечивая максимальное качество обработки заготовок из разных материалов.
Нормы подачи
Значения подачи твердосплавного инструмента на оборот для различных пород древесины:
| Порода дерева | Скорость подачи (IPR) |
|---|---|
| Твердые породы дерева, такие как дуб, клен, гикори | 0.002-0.010″ |
| Средние породы дерева, такие как вишня, орех | 0.010-0.025″ |
| Мягкие породы дерева, такие как сосна, кедр, красное дерево | 0.025-0.050" |
| Абразивные экзотические породы дерева | 0.002-0.005" |
Скорость резки
Более высокие скорости резания повышают производительность, но при этом выделяется тепло, влияющее на качество обработки. Типичные диапазоны:
| Материал | Скорость (об/мин) |
|---|---|
| Черновая обработка общего назначения | 1600-2400 об/мин |
| Прецизионная отделка | 800-1600 об/мин |
| Абразивные/хрупкие породы дерева | 500-1000 об/мин |
DOC и углы наклона инструментов
| Параметр | Значение | Комментарии |
|---|---|---|
| Глубина резки | До 0,25″ | При более высоком DOC повышается температура вставки |
| Угол наклона боковой режущей кромки | 8-15° | Высокие углы препятствуют вкапыванию в проблемную древесину |
| Угол режущей кромки торца/поверхности | 8-12° | При углах менее 8° возможно разрушение кромок на абразивных материалах. |
Такие охлаждающие жидкости, как аэрозольный туман или гели, помогают регулировать температуру пластин и увеличивают их долговечность при работе на высоких скоростях и подачах. Производители инструментов на заказ также изменяют твердосплавную подложку и обработку после покрытия для повышения устойчивости к тепловому удару.
Поставщики
Ведущие производители предлагают оптимизированные сорта для токарной обработки древесины в линейках со сменными и паяными наконечниками.
Марки индексируемых вставок
| Компания | Предлагаемые классы | Системы держателей |
|---|---|---|
| Sandvik Coromant | CC670, CC685, CC695 | Coromant Capto, стандарт ISO |
| Искар | IC, IR, оценки сумо | Искар Тетра |
| Kennametal | За пределами оценок | Быстрая замена KM |
| TaeguTec | Серия XX700 | Нестандартные хвостовики |
Поставщики паяных наконечников
| Компания | Стили наконечников | Варианты хвостовиков |
|---|---|---|
| Простые инструменты для работы с деревом | Квадратный скребок, заостренный ершик | Стальные хвостовики 1/2″, 5/8″ |
| Картер Продактс | Круговой резак, бухта-D, криволинейный фрезер | Стальные хвостовики 5/8″, 3/4″ |
| Hunter Tool Systems | Длинный и короткий ствол | Стальные хвостовики 1/2″, 5/8″, 3/4″ |
Авторитетные поставщики предоставляют полные технические паспорта на марки вкладышей с подробным описанием состава, свойств, рекомендаций по резке и деталей держателя с соответствующими винтами, гайками и крепежными деталями.
Анализ затрат
Цены на твердосплавные вставки
| Тип вставки | Стоимость за штуку при небольших объемах |
|---|---|
| Индексируемые токарные пластины | $3-10 на наконечник |
| Паяные прутки из твердого сплава | $50-150 на бар |
Экономичные сменные вставки помогают снизить затраты на замену по сравнению с цельными прутками, требующими полной замены, несмотря на локальный износ кромок. При крупных OEM-заказах предоставляется оптовая скидка до 60% на партии свыше 5000 вставок.
Держатели для инструментов Стоимость
Индексируемые системы требуют специальных держателей и сопутствующего крепежа, что увеличивает первоначальную стоимость инструмента:
| Тип держателя | Диапазон цен |
|---|---|
| Базовые держатели без быстрой замены | $15-25 за штуку |
| Быстросменные модульные держатели | $35-60 за штуку |
При больших объемах производства сменные пластины компенсируют эти расходы за счет более низкой стоимости единицы продукции и более простой замены наконечников.
Паяные и индексируемые наконечники - сравнительный анализ
Паяные твердосплавные инструменты
| Плюсы | Cons |
|---|---|
| Цельная цельная конструкция добавляет жесткости | Требуется ремонт пайки после 3-5 заточек |
| Более низкая стоимость одного инструмента по сравнению с держателями и пластинами | Ограниченные возможности выбора профиля и диаметра резания для каждого инструмента |
| Легче освоить новичкам | При перемотке изменяется угол подхода, теряется исходная геометрия |
| Обеспечивает видимость вблизи от места работы | Полная замена инструмента, несмотря на локальные повреждения |
Системы индексируемых вставок
| Плюсы | Cons |
|---|---|
| Экономичные пластины по сравнению с полной стоимостью инструмента | Отдельные держатели увеличивают стартовые расходы |
| Свободные вставки обеспечивают гибкость профилирования | Воспринимаемая сложность для новичков |
| Разработанные стружколомы повышают производительность | Необходимость поддержания большего количества вкладышей |
| Сохраняет исходную геометрию после индексации | Дополнительные держатели необходимы для нескольких профилей |
Хотя индексируемые системы предполагают более высокие начальные затраты, простота изменения уклона/профиля и постоянное режущее действие оптимизируют производительность - ключевые факторы для профессиональных мастерских.
Оптимизация вставки
Увеличение срока службы инструментов
- Выберите подходящую марку вставки в соответствии с твердостью/абразивностью рабочего материала
- Снизьте скорость/поток при столкновении с проблемным лесом
- Используйте строгие значения SFM/DOC/IPR из спецификаций
- Применяйте туманное охлаждение при работе на высоких параметрах
- Обеспечьте жесткую установку, которая минимизирует вибрацию и дребезжание
Улучшение качества отделки
- Легкие финишные проходы под 0,01" DOC
- Снижение числа оборотов шпинделя от 500 до 1000
- Затачивайте вставки с помощью алмазных кругов при износе кромок
- При необходимости перейдите на полированные вставки с шероховатых.
- Проверьте выравнивание инструмента, чтобы минимизировать радиальное биение
Возможность легкого изменения вставки
- Стандартизация системы быстросменных держателей
- Используйте держатели с четкими цифровыми указателями
- Поддерживать запасные комплекты калиброванных держателей
- Регистрация дат/причин изменений для отслеживания рабочих циклов вставки
Эти меры помогают повысить стабильность и производительность при минимальном времени простоя при использовании сменных пластин на различных токарных операциях.

Резюме
В токарных станках по дереву используются сменные или паяные твердосплавные пластины для достижения высокой скорости съема металла и отличного качества обработки. Правильный выбор пластины и параметров резания играет ключевую роль в оптимизации срока службы инструмента, времени цикла и надежности процесса при работе с различными породами древесины. Ведущие производители предлагают специальные токарные пластины и геометрии для баланса долговечности, силы резания и температурного режима при легкой черновой обработке, профилировании при средних нагрузках и агрессивных операциях по выдолбке чаши.
Вопросы и ответы
Какие твердосплавные пластины лучше всего подходят для токарных работ по дереву?
Лучшие марки для токарных станков по дереву включают пластины CC670 с покрытием TiN общего назначения, а также варианты CC650 TiCN и CC685 TiAIN для работы с высокоабразивными и сложными породами. Они отличаются оптимальным соотношением срока службы и производительности резания.
Какая информация мне нужна для выбора вставок для токарных работ по дереву?
Основными факторами являются: тип реза (черновой или чистовой), твердость и состав заготовки (хвойная древесина, клен, МДФ), желаемая скорость подачи и качество обработки. Они определяют форму, геометрию, марку твердого сплава и покрытие пластины.
Когда следует использовать паяные и индексируемые вставки?
Паяные цельные стержни подходят любителям, поскольку требуют меньших первоначальных затрат. Производственные цеха, работающие с различными профилями, предпочитают индексируемые пластины за их экономичность при смене наконечника, несмотря на более высокие начальные затраты на оснастку.
Сколько стоят сменные твердосплавные вставки?
Индексируемые твердосплавные наконечники для токарных станков по дереву варьируются от $3 до $15 в зависимости от марки, покрытия и объема закупки. Авторитетные поставщики предлагают технические консультации по подходящим пластинам даже для пробных заказов небольших партий.
Каковы типичные скорости подачи для обработки различных пород древесины?
Твердые породы древесины допускают подачу 0,002-0,010 IPR, а мягкие породы и МДФ - до 0,025-0,050 IPR. Абразивные экзотические породы требуют более консервативных подач 0,002-0,005 IPR при использовании подходящих марок пластин.
Как долго должны служить твердосплавные пластины для дерева?
Благодаря оптимальным скоростям, подачам и жесткости усовершенствованные марки, такие как CC670, обеспечивают срок службы кромки 30-60 минут на твердых породах древесины, а версии CC650 удваивают срок службы черновой обработки до более чем 120 минут до появления видимого износа или разрушения кромки.
В чем преимущества использования твердого сплава перед быстрорежущей сталью?
Твердосплавные пластины повышают производительность токарного станка в 2-10 раз по сравнению с инструментами из быстрорежущей стали благодаря более высоким подачам/скоростям, более низким температурам и постоянству сменных пластин. Жесткие державки и заданные углы резания также минимизируют проблемы с вибрацией.



