
Обзор Твердосплавные инструментальные заготовки
Заготовки для твердосплавных инструментов - это незаконченные блоки твердосплавного материала, которые шлифуются и обрабатываются в готовые режущие инструменты. Исключительно высокая твердость и износостойкость карбида вольфрама делает его идеальным материалом для обработки металлов резанием.
В данном руководстве представлен полный обзор марок карбида вольфрама, типов инструментальных заготовок, методов изготовления, процессов шлифования, областей применения, конструктивных особенностей, технических характеристик, поставщиков, стоимости, преимуществ и ограничений, а также других часто задаваемых вопросов о заготовках для инструментов из карбида вольфрама.
Виды заготовок для твердосплавных инструментов
К основным видам карбида вольфрама для заготовок инструментов относятся:
- Прямой карбид вольфрама (WC)
- Карбид вольфрама, цементированный кобальтом (WC-Co)
- Покрытие из карбида хрома
- Добавление карбида титана
- Обогащенный карбид тантала
- Марки карбида ниобия
Наибольшее распространение получили марки WC-Co с содержанием кобальта 6-12%. Кобальт выступает в качестве связующей матрицы для частиц карбида вольфрама. Другие карбиды и покрытия обеспечивают специфическое улучшение свойств.
Типы заготовок для твердосплавных инструментов
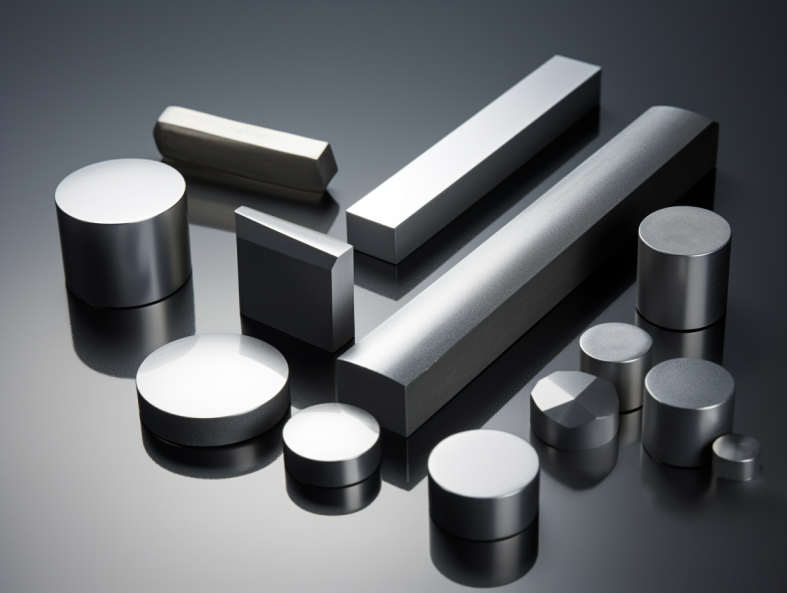
Распространенные типы заготовок для твердосплавных инструментов:
| Тип | Подробности | Приложения |
|---|---|---|
| Заготовки круглых стержней | Цилиндрические стержни | Расширители, концевые фрезы, сверла |
| Квадратные заготовки | Стержни квадратного сечения | Протяжки, разрезные пилы |
| Прямоугольные заготовки | Стержни прямоугольного сечения | Фрезы, фрезерные насадки |
| Заготовки для дисков | Цилиндрические диски | Зуборезные станки |
| Блочные заготовки | Прямоугольные блоки | Формообразующие инструменты, штампы |
Форма заготовки разрабатывается с учетом возможного процесса обработки и конечной геометрии инструмента.


Изготовление заготовок для инструмента из твердого сплава
Основные этапы производства заготовок из карбида вольфрама:
- Фрезерование и смешивание - Порошкообразные карбид вольфрама и кобальт тщательно перемешиваются
- Уплотнение - Порошок прессуется в желаемую форму заготовки
- Агломерация - Обжиг заготовок при температуре 1400-1600°C для придания плотности и твердости
- Шлифование - Заготовки, отшлифованные по точным размерам
- EDM - Электроэрозионная обработка используется для изготовления сложных профилей
- Лазерная резка - Точная лазерная резка слоев PCD/CBN
- Покрытие - При необходимости наносятся CVD и PVD покрытия
- Инспекция - Контроль точности размеров, отделки и дефектов
Передовые технологии спекания и обработки обеспечивают стабильное качество инструментальных заготовок.
Процессы шлифования инструмента из карбида вольфрама
Общие методы шлифования при обработке спеченных твердосплавных заготовок инструментов:
- Шлифование поверхности - Сглаживание поверхностей и задание размеров
- Цилиндрическое шлифование - Шлифование радиусов и создание круглых профилей
- Бесцентровое шлифование - Точное шлифование диаметров цилиндрических деталей
- Внутреннее шлифование - Шлифование внутренних диаметров отверстий и расточек
- Хонингование - Высокоточная обработка размеров и геометрии отверстий
- EDM - Вырезание сложных форм, невозможных при абразивном шлифовании
Каждый процесс предоставляет определенные геометрические возможности для проектирования инструмента.
Применение Твердосплавные инструментальные заготовки
Заготовки для твердосплавных инструментов используются для изготовления режущего инструмента для:
- Фрезерование - Концевые фрезы, пластинчатые фрезы, торцевые фрезы
- Токарная обработка/расточка - Расточные бруски, пластины, резцы
- Бурение - Спиральные сверла, пистолетные сверла, зенкеры
- Развертка - Конические развертки, развертки со спиральными флейтами
- Зубонарезание - Варочные головки, фрезы, инструменты для снятия изоляции
- Протягивание - Внутренние и внешние протяжки
- Распиловка - Торцовочные пилы, круглопильные станки
- Нарезание резьбы - Резьбофрезы, метчики, резьбонарезной инструмент
- Специализированные инструменты - Формообразующие инструменты, зенкеры, инструменты для снятия фасок
Твердость карбида вольфрама позволяет использовать его практически для всех видов металлообрабатывающего инструмента.
Конструктивные особенности заготовок для твердосплавных инструментов
Основные факторы проектирования заготовок для твердосплавных инструментов:
- Марка твердого сплава - Выбор по требуемой твердости, вязкости, износостойкости
- Содержание связующего вещества - Повышенное содержание кобальта для повышения вязкости разрушения
- Форма и размер заготовки - Предназначен для последующей обработки
- Обработка поверхности - Шлифовка с соблюдением жестких допусков и чистоты поверхности
- Покрытия - CVD- и PVD-покрытия повышают защиту от износа
- Паяные наконечники - Твердосплавные наконечники, припаянные к стальным хвостовикам
- QA/QC - Строгие протоколы контроля для обеспечения бездефектности заготовок
Свойства заготовок подбираются в соответствии с условиями эксплуатации и требованиями к сроку службы при окончательной обработке.
Технические характеристики
Типовые технические характеристики заготовки для инструментов из карбида вольфрама:
| Параметр | Спецификация |
|---|---|
| Твердость | 88-93 HRA (~1600-2100 HV) |
| Плотность | 14,95 - 15,10 г/см3 |
| Прочность при поперечном разрыве | 500 000 - 750 000 фунтов на кв. дюйм |
| Содержание карбида вольфрама | 84 - 97% wt |
| Содержание кобальта | 3 - 16% wt |
| Пористость | Около нуля, полная плотность |
| Отделка поверхности | До 10 мкм, зеркальное покрытие |
| Размеры | ±0,0005 в допуске |
Точный состав, микроструктура, твердость, прочность и чистота обработки определяют качество инструментальных заготовок.
Глобальные поставщики
Ведущие производители твердосплавных инструментальных заготовок:
- Kennametal
- Sandvik
- Mitsubishi Materials
- Корпорация OSG
- Nachi-Fujikoshi
- Sumitomo
- Инструменты LMT
- Guhring
- Halcyon Technologies
- Инструмент Rock River
Многие производители оснастки получают заготовки от этих известных поставщиков твердого сплава для создания готового инструмента под своей торговой маркой.
Факторы стоимости
Факторы, влияющие на стоимость заготовок твердосплавных инструментов:
- Выбор марки твердого сплава
- Заказанное количество
- Размеры и сложность заготовки
- Допуски и требования к качеству обработки поверхности
- Дополнительное шлифование или покрытие
- Требования к проведению испытаний
- Используемый метод производства
- Репутация и возможности производителя
- Динамика мирового спроса и предложения
Диапазон стоимости: $5 - $100+ за бланк, сильно зависит от применения
Рекомендуется обращаться к производителям за индивидуальным предложением.
Соображения по закупкам
Основные соображения при выборе заготовок для твердосплавных инструментов:
- Свойства твердого сплава, необходимые для применения
- Определение соответствующей формы и размера заготовки
- Требуемая шероховатость поверхности и допуски на размеры
- Понимание времени выполнения заказа для различных марок и объемов
- Техническая экспертиза производителя и сервисное обслуживание
- Общий послужной список и репутация в области качества
- Квалификация, например, сертификация ISO
- Соблюдение требований RoHS, REACH и отчетности по конфликтным минеральным ресурсам
- Общая стоимость заказов различного размера
Тщательное планирование и партнерство с правильным поставщиком твердосплавных заготовок обеспечивает бесперебойный процесс закупок и успешное конечное применение.
Плюсы и минусы заготовок из карбида вольфрама
Преимущества
- Высочайшая твердость для обеспечения отличной износостойкости
- Сохраняет твердость и прочность при высоких температурах
- Высокий модуль упругости
- Химически инертны к большинству растворов
- Может быть отшлифован до зеркального блеска
Ограничения
- Хрупкие с ограниченной вязкостью разрушения
- Относительно дорогой материал
- Сильно зависит от цен на кобальт
- Для обработки требуется специальное шлифование
- Сложность утилизации после использования
Вопросы и ответы
Каковы основные преимущества твердосплавных режущих инструментов?
Исключительная твердость, высокая твердость в горячем состоянии, превосходная износостойкость, прочность и химическая инертность позволяют инструментам из карбида вольфрама обрабатывать такие материалы, как закаленная сталь, которые не поддаются обработке быстрорежущей сталью или твердосплавными пластинами.
Какие марки обеспечивают наилучшее сочетание твердости и прочности?
Карбиды вольфрама со средним размером зерна, цементированные кобальтом, в диапазоне WC-6Co - WC-8Co обеспечивают хороший баланс твердости, прочности и трещиностойкости для большинства видов общей обработки.
Как припаиваются твердосплавные наконечники к стальным хвостовикам инструментов?
Твердосплавные наконечники или вставки припаиваются к стальным хвостовикам с помощью высокотемпературных серебряных припоев, выдерживающих температуру до 700°C. Правильное обеспечение зазора при пайке и контроль процесса пайки имеют решающее значение.
Что является причиной преждевременного выхода из строя или износа инструмента?
Возможные причины: недостаточная шероховатость поверхности, вызывающая концентрацию напряжений, несоответствие марки твердого сплава назначению, глубина резания или скорость, превышающие возможности инструмента, недостаток СОЖ, нарастание кромки, чрезмерное биение инструмента или вибрация.
Какие меры предосторожности необходимо соблюдать при шлифовании твердого сплава вольфрама?
Для защиты от воздействия шлифовальной пыли используйте соответствующие защитные кожухи, пылеуловители и СИЗ. При вдыхании пыль карбида вольфрама представляет собой потенциальную опасность для дыхательных путей.
Заключение
Уникальные свойства карбида вольфрама делают его лучшим выбором для изготовления инструментальных заготовок, предназначенных для обработки деталей, требующих высокой износостойкости и твердости. Тщательный выбор марки, точная шлифовка и доводка, контроль содержания кобальта позволяют производителям создавать заготовки, оптимизирующие срок службы и производительность инструмента. По мере развития технологии изготовления твердосплавной оснастки готовые инструменты, изготовленные из качественных твердосплавных заготовок, будут играть все большую роль в более сложных областях металлообрабатывающей промышленности.



