
карбид вольфрама токарный инструмент вставки широко используются в металлорежущих станках, таких как токарные, фрезерные и сверлильные, для эффективной обработки деталей с прецизионными размерами и тонкой отделкой поверхности благодаря своей исключительной твердости, износостойкости и термическим свойствам. В данном руководстве подробно рассматриваются различные марки и геометрии пластин из карбида вольфрама, предназначенных для различных материалов и токарных операций.
Обзор токарных пластин из карбида вольфрама для токарной обработки
Пластины из карбида вольфрама, изготовленные из твердого сплава, диспергированного в прочной металлической матрице из кобальта, являются популярным выбором режущего инструмента для точения в одной точке и обработки канавок на токарных автоматах, винторезных станках, токарных станках с ЧПУ и обрабатывающих центрах благодаря таким преимуществам, как:
- Высочайшая твердость и износостойкость для высокой скорости съема металла
- Прочность, позволяющая выдерживать силу резания и удары при повышенных температурах
- Устойчивость к тепловым ударам для стабильной прецизионной обработки
- Химически инертен к таким рабочим материалам, как сталь, нержавеющая сталь, чугун, жаропрочные сверхпрочные сплавы, титан и сплавы на основе никеля
- Многоразовое использование путем вращения/индексации для использования нескольких режущих кромок
- Марки с покрытием обеспечивают более высокую смазывающую способность, термостойкость, защиту от износа
Правильный выбор формы, размера и марки пластин в сочетании с оптимизированными рабочими параметрами обеспечивает максимальную производительность при токарной обработке высокопрочных сплавов, прочных аэрокосмических материалов и обычных машиностроительных металлов.
Типы карбид вольфрама токарный инструмент вставки
Пластины из карбида вольфрама выпускаются различных стандартных размеров, геометрии, со специальными профилями, покрытиями и идентификаторами, обозначающими класс, чтобы соответствовать различным характеристикам заготовки и требованиям к обработке:
Твердый сплав вольфрама для токарных пластин
Марка твердого сплава влияет на прочность, вязкость разрушения, тепло- и износостойкость. Общие классификации:
| Класс | Подробности | Типичные случаи использования |
|---|---|---|
| C1-C4 | Прямые карбиды вольфрама с кобальтовой связкой 6-10% | Общая обработка низко/среднелегированных сталей |
| P10-P50 | Мелкозернистые карбиды для повышения твердости и жаропрочности | Токарная обработка быстрорежущей стали |
| M10-M40 | Более прочные марки, содержащие добавки карбида титана (TiC), карбида тантала (TaC). | Прочные материалы, такие как нержавеющая сталь, жаропрочные сверхпрочные сплавы |
| K10-K40 | Содержит специализированные карбиды, такие как карбид ниобия (NbC), обеспечивающие высокую износостойкость | Труднообрабатываемые никелевые сплавы, закаленные стали |
Более высокий номер марки указывает на лучшую горячую твердость, жаро- и износостойкость.
Покрытия для вставок из карбида вольфрама
| Покрытие | Состав | Основные характеристики |
|---|---|---|
| TiN | Нитрид титана | Высокая твердость, смазочное золотистое покрытие |
| TiCN | Карбонитрид титана | Устойчивость к тепловому и кратерному износу |
| TiAlN | Нитрид титана и алюминия | Высокая горячая твердость и устойчивость к окислению |
| AlCrN | Нитрид хрома алюминия | Отличная износостойкость и смазывающая способность |
Многослойные, наноструктурированные, сверхрешетчатые покрытия могут сочетать в себе полезные свойства для сложных применений. Вставки без покрытия все еще широко используются для коротких тиражей из более простых материалов.
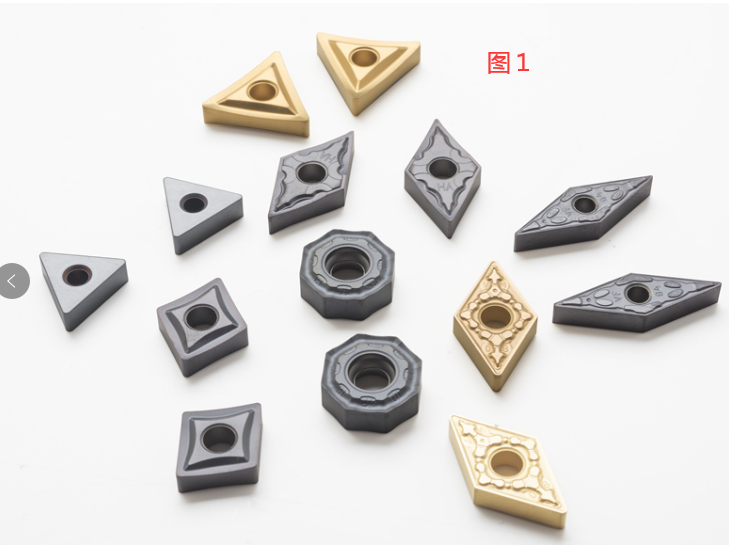
Формы/стили пластин из карбида вольфрама для токарной обработки
Распространенные варианты включают:
| Форма | Характеристики | Используется |
|---|---|---|
| Квадрат | Четыре режущие кромки, механический зажим | Недорогая черновая обработка общего назначения |
| Круглый | Круглая форма вставки, центральный винтовой зажим | Отделка в виде пазов, кругов |
| Тригон | Треугольная форма с 3 режущими кромками | Среднее черновое шлифование |
| Алмаз | Ромбическая форма 35° для прочности | Прерывистые резы, высокая подача фрезы |
| Ласточкин хвост | Специальная геометрия зажимных канавок | Высокоточная обработка |
Также предлагаются различные нестандартные и запатентованные формы для конкретных токарных операций или систем резцедержателей.
Помимо формы, такие важные размеры пластин, как размер вписанной окружности, толщина, радиус носовой части, угол опережения и рука резания, определяют пригодность для торцевания, профилирования, обработки деталей/расточки, растачивания, нарезания резьбы и других применений.
Свойства карбид вольфрама токарный инструмент вставки
Ключевые характеристики зависят от состава и микроструктуры:
Свойства пластин из карбида вольфрама
| Недвижимость | Роль |
|---|---|
| Твердость | Сопротивление деформации, позволяет быстрее снимать металл |
| Вязкость разрушения | Предотвращение хрупкого разрушения под воздействием механических нагрузок |
| Предел прочности при поперечном разрыве | Выдерживают силу резания без разрушения |
| Устойчивость к пластической деформации | Сохранение точности формы и чистоты поверхности |
| Теплопроводность | Управление теплом на границе раздела инструмент-заготовка |
| Коэффициент теплового расширения | Совместимость с подложкой для предотвращения выскакивания вставок |
Размер зерен, содержание связующего и состав оптимизированы в различных марках твердого сплава для достижения максимального сочетания твердости, прочности и вязкости, необходимых для конкретных сценариев обработки.
Процесс производства пластин из карбида вольфрама
Основные этапы изготовления токарных пластин из карбида вольфрама:
Последовательность изготовления пластин из карбида вольфрама
| Шаг | Подробности |
|---|---|
| Обработка порошка | Карбиды, такие как WC, TiC, TaC, смешанные со связующим веществом Co |
| Уплотнение | Прессование в компактную зеленую форму |
| Агломерация | Обработка в печи при 1300-1500°C для создания плотной микроструктуры |
| Шлифование | Профильное шлифование с точной геометрией |
| Подготовка кромок | Специальная обработка кромок для предотвращения сколов и уменьшения трения |
| Покрытие | Опциональное нанесение покрытия методом PVD/CVD |
| Упаковка | Защитная упаковка для транспортировки |
Строгий контроль процессов смешивания, прессования, спекания, подготовки кромок и нанесения покрытия позволяет получать прецизионные вставки, обеспечивающие стабильный срок службы инструмента и производительность обработки.
Применение токарных пластин из карбида вольфрама
Карбид вольфрама широко используется для одноточечного наружного точения на ручных токарных станках, токарных станках с ЧПУ, винтовых станках и обрабатывающих центрах.
Применение токарной вставки из карбида вольфрама
| Материал | Компоненты | Преимущества |
|---|---|---|
| Углеродистые, легированные стали | Валы, цилиндры, втулки | Высокая скорость съема металла |
| Нержавеющие стали | Корпуса клапанов, детали насосов, крепеж | Коррозионная стойкость для медицинских, пищевых, морских деталей |
| Жаропрочные суперсплавы | Диски турбин, футеровки горелок, переходы | Выдерживают экстремальные условия эксплуатации |
| Титан, никелевые сплавы | Авиационные гидравлические/топливные трубки, детали IGT | Соотношение прочности и веса |
| Чугун | Автомобильные цилиндры, корпуса коробок передач | Точность размеров |
| Закаленные стали | Режущие инструменты, пресс-формы, штампы | Прецизионные компоненты |
Системы оснастки с индексируемыми пластинами обеспечивают быструю переналадку между операциями, сводя к минимуму время простоя при производстве высокоточных точеных деталей в различных отраслях промышленности.
Стандарты и технические условия на вставки из карбида вольфрама
Стандартизация размеров вкладышей, идентификационной номенклатуры, упаковки, методов тестирования облегчает их использование в глобальной цепочке поставок:
Стандарты на вставки из карбида вольфрама
| Стандарт | Организация | Роль |
|---|---|---|
| ISO 1832 | Международная организация по стандартизации | Вставка кода обозначения с информацией о форме, размере, допуске, направлении |
| ANSI B212.4-1986 | Американский национальный институт стандартов | Руководство по стандартам твердосплавных пластин |
| JIS B4122 | Японский комитет по промышленным стандартам | Технические характеристики твердосплавного режущего инструмента |
| GB/T 20866 | Управление по стандартизации Китая | Технические характеристики твердосплавной вставки |
Поставщики, навязанные производителями оснастки, также применяют строгие требования к уровню и контролю качества:
Типичные характеристики твердосплавных вставок
| Параметр | Диапазон / эталон |
|---|---|
| Плотность | >14,5 г/куб. см |
| Твердость | 88-93 HRA (шкала Роквелла A) |
| Предел прочности при поперечном разрыве | >350 кгс/мм2 |
| Толщина покрытия | 3-5 мкм |
| Адгезия покрытия | HF1-2 согласно ISO 26443 |
Эти пороговые значения подтверждают превосходные характеристики, связанные с точностью размеров, качеством покрытия, однородностью микроструктуры и отсутствием дефектов.
Глобальные поставщики Вставки из карбида вольфрама
Основные производители и дистрибьюторы токарных пластин из карбида вольфрама включают в себя:
Марки твердосплавных пластин
| Компания | Классы | Покрытия |
|---|---|---|
| Sandvik Coromant | К, П, М, К | TiN, TiCN, TiAlN, AlCrN |
| Kennametal | К, М, К, далее | TiAlN, AlTiN, TiSiN |
| WIDIA (Iscar) | К, П, М | TiN, AlTiN, TiSiN |
| Инструменты Walter | Стандартные и нестандартные марки | TiCN, AlCrN, TiAlCrN |
| Sumitomo | Индивидуальные сорта микрозерна | Собственные AC2000, AC3000 |
| Kyocera Unimerco | Ультрамелкозернистые сорта | Многослойные покрытия |
| Tungaloy | Индивидуальные сверхтвердые сорта | TiOCN, AlCrON |
| Guhring | Сверхизносостойкие специальные марки твердого сплава | TiAlN, TiCN, толстый TiN+AlCrN |
Большинство производителей предлагают пластины всех распространенных размеров и геометрии, предназначенные для различных обрабатываемых материалов, операций и систем держателей инструмента.
Класс, покрытие и допуски отличают линейки пластин премиум-класса, обеспечивающие наибольший срок службы инструмента и наиболее стабильную производительность обработки, хотя и по более высокой цене по сравнению со стандартными брендами.
Сравнительный анализ: Типы твердосплавных вставок
Основные различия между вариантами пластин из карбида вольфрама:
| Параметр | Твердосплавная вставка с покрытием | Керамическая вставка | вставка cBN | Вставка PCD |
|---|---|---|---|---|
| Состав | Карбид WC-Co - металлическая матрица | Алюмооксидная керамика или керамика из нитрида кремния | Кубический нитрид бора - керамическая смесь | Алмазные частицы в металлическом/керамическом связующем |
| Твердость | Очень трудно 88-93,1 HRA | Чрезвычайно жесткий до 95 HRA | Близко к алмазу; более 45 ГПа | Самые твердые; до 80 ГПа |
| Вязкость разрушения | Намного выше | Более хрупкий | Хрупкое | Относительно хрупкий |
| Теплопроводность | Умеренный | Низкий | Высокая | Высокая |
| Коэффициент трения | 0,15-0,35 типичный | 0.20-0.80 | 0.05-0.50 | 0.05-0.25 |
| Предел температуры | 600-1000°C | Около 1000°C | 1400°C | 700°C |
Хотя более дорогие пластины, такие как PCD, обеспечивают максимальную стойкость и стабильность работы инструмента в некоторых сплавах, ограниченные параметры резания делают твердый сплав с покрытием рабочей лошадкой для производственных токарных работ по более легким и твердым металлам.

Преимущества и недостатки пластин из карбида вольфрама
Плюсы и минусы твердосплавных пластин для токарной обработки
| Преимущества | Недостатки |
|---|---|
| Чрезвычайно твердые и износостойкие | Хрупкие, с более низкой вязкостью разрушения, чем инструменты из быстрорежущей стали |
| Сохраняет твердость при высоких температурах | Чувствительность к ударам, требующая жесткой настройки, плавность хода |
| Химически инертен к большинству инженерных материалов | Дорогой расходный материал, требует оптимизации |
| Позволяет ускорить параметры резки и сократить время цикла. | Правильный выбор и использование техники необходимы |
| Индексируемые пластины обеспечивают несколько режущих кромок | Требуется специальная оснастка, держатели |
| Широкий диапазон геометрий, размеров и допусков | Ограничения по глубине резания по сравнению с инструментами из твердого сплава |
| Применяется для большинства материалов от пластмасс до закаленных металлов, жаропрочных сверхпрочных сплавов | Перешлифовка или повторная заточка невозможна |
Хотя твердосплавные пластины требовательны к жесткости настройки, возможностям станка и уровню квалификации оператора, они по праву доминируют в качестве материала для большинства производственных токарных задач, поскольку обладают высочайшей стойкостью инструмента и производительностью при умеренном увеличении первоначальной стоимости пластин по сравнению с быстрорежущей сталью.
Часто задаваемые вопросы
Q1: Почему некоторые вставки из карбида вольфрама имеют черный цвет?
Ответ: Темный внешний вид обусловлен наличием TiAlN или аналогичного износостойкого PVD-покрытия толщиной 2-5 мкм, обеспечивающего смазывающий защитный слой, который противостоит износу и сварке при обработке при высоких температурах.
Вопрос 2: Когда следует заменять вставку из карбида вольфрама?
Ответ: Критериями для индексации или замены пластин являются превышение допуска на размер в результате износа боковой поверхности, катастрофический скол или разрушение, в результате которого использованные режущие кромки становятся непригодными, износ кратера, ухудшающий качество обработки, или заметное скопление материала на ракельной поверхности, препятствующее сходу и отводу стружки.
Q3: Как выбрать лучшую форму вставки из карбида вольфрама для производственного точения?
Ответ: Квадратные пластины предлагают четыре полезные режущие кромки и низкую стоимость одной кромки для черновых резов, а треугольные или алмазные пластины обеспечивают дополнительную прочность для прерывистых резов. Круглые пластины отлично подходят для обработки канавок и профилей. Стиль пластины может определять подходящие держатели режущего инструмента.
Вопрос 4: Какова роль угла опережения для токарных пластин из карбида вольфрама?
Ответ: Угол опережения или угол наклона плоскости наклоняет главную режущую кромку пластины относительно основания, изменяя площадь контакта. Положительные углы наклона около +25° подходят для чистовой обработки, так как снижают усилия, в то время как отрицательные углы наклона, приближающиеся к -25°, благоприятствуют черновой обработке за счет увеличения прочности.
Q5: Следует ли хранить пластины из карбида вольфрама каким-либо особым образом?
Ответ: Твердосплавные пластины нуждаются в надлежащем закрытом хранении в стойких к истиранию, промаркированных отсеках, чтобы предотвратить контакт или повреждение кромок при обращении. Контролируемая влажность окружающей среды предотвращает преждевременное разрушение покрытия или точечную коррозию.



