
木工旋盤は、取り外し可能な超硬切削チップを使用して、木工品の成形、旋削、仕上げを効率的に行います。この記事では 木工旋盤用超硬チップ 形状、材種、コーティング、規格に加え、ろう付けと刃先交換式オプションの比較分析、サプライヤーのリスト、切削パラメータ、木材旋盤の生産性を高めるためのチップ最適化ガイドラインも掲載しています。
概要 の 木工旋盤用超硬チップ
木材旋削用の超硬チップは、旋盤に取り付けられたツールホルダーへの取り付け用に設計された、特定の刃先形状と標準化された形状を特徴としています。研削加工またはCVD/PVDコーティングによって削られたチップは、効率的に材料を除去し、粉塵ではなく連続的な木屑を生成します。
超硬インサート使用の利点
- HSS旋削工具の最大10倍の工具寿命
- 高い切断速度と低い温度
- サンディングの必要性が減り、仕上がり品質が向上
- 刃先交換式チップによる一貫したプロファイルと手動シャープニングの比較
- ろう付けされた先端が剛性を高め、振動やビビリを最小限に抑える
適切なチップ材種、形状、逃げ角、送り速度が、様々な樹種の加工性能を高めます。
インサート・デザイン
刃先交換式インサート
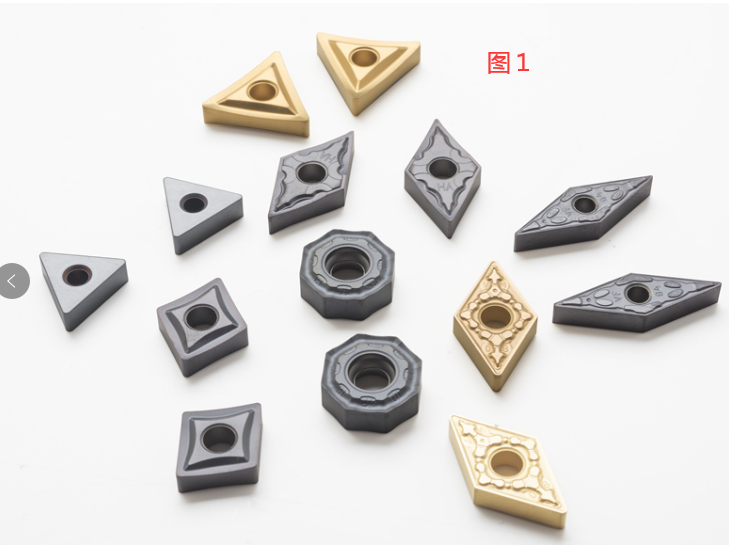
刃先交換式チップ工具は、標準化された工具ホルダーに装着された、定義された切削プロファイルを持つ交換可能な超硬チップに依存しています。一般的なオプションは以下の通りです:
| タイプ | 形状オプション | 特徴 |
|---|---|---|
| SNMG | スクエア、ニュートラルレーキ | 汎用荒仕上げ |
| DNMG | 55°ひし形インサート | 重粗加工、ミニプロファイラ |
| シーエヌエムジー | 80°ダイヤモンドシェイプ | 仕上げ、プロファイリング、ビードカット |
| ブイエヌエムジー | 35°ダイヤモンドシェイプ | ビーディング、Vカービング、グルーヴィング |
| TNMG | 生えて生まれ変わってもれている。 | ボウル・ガウジングの深いくぼみ |
特定の樹種や作業に合わせて、さまざまなエッジ・プレパレーションやチップブレーカーが用意されている。インサートシートは、アプローチアングル、視界、クリアランスにも影響します。
ブレージングチップ・デザイン
超硬チップをカスタムツールシャンクにろう付けすることで、別個のホルダーを必要としない一体型ソリッドツールを提供します。一般的なタイプは以下の通りです:
| 名称 | 構成 | 目的 |
|---|---|---|
| 簡単な木製工具 | 超硬ソリッドチップ+スチールシャンク | 一般的な旋盤作業 |
| カーター&サン・ツールワークス | 鋼鉄にろう付けされたソリッドカーバイド | 堅牢な荒削り、細部加工 |
| ハンター・オスプレイ | 鋼鉄にろう付けされたソリッドカーバイド | スムーズな仕上げカット |
| カスタム挽き物ロウ付け | ユーザー定義の炭化物等級/形状 | 特殊カット |
これらは研ぎ直しは可能だが、再研磨を繰り返すと接着補修が必要になる。ロウ付けされた工具は、ホルダーとインサートが別々になっているのに対し、一体構造になっているため、耐振動性を目指している。
木工旋盤用インサートグレード
超硬チップの硬度、強度、耐摩耗性、靭性は、最適化された組成、粒度、バインダー含有量により、ウッドターニングのニーズに合わせて調整されます。
ベースグレード
| グレード | 硬度範囲 | 主な特徴 |
|---|---|---|
| C2 & C4 | 86-88 HRA | 研磨性の高いエキゾチックウッド、MDFに対応する高い耐摩耗性 |
| C6-C8 | 82-86 HRA | ライフとタフネスをバランスさせた優れたオールラウンドグレード |
コーティング・グレード
| グレード | コーティング | メリット |
|---|---|---|
| CC650 | TiCN | 広葉樹の荒加工用工具の寿命を2倍にする |
| CC670 | チタン | 優れた汎用グレード |
| CC685 | ティアイン | 難木用高潤滑性コーティング |
| CC695 | ZrN | 研磨粉塵が付着しにくい |
工具メーカーは、独自の組成とコーティングを最適化することで、さまざまな樹種で速度、送り速度、仕上げ品質を向上させている。
インサート仕様
主要な木工旋盤用インサートの寸法と取り付けの詳細は、ISO規格によって規定されており、グローバルブランド全体で一貫した性能を発揮します。
刃先交換式インサートサイズ
| 寸法 | 標準値 |
|---|---|
| 内接円 | 11、16、21、25mm |
| 厚さ | 3.18、4.76、6.35mm |
| 穴径 | ネジサイズ M4, M5 |
| 穴の位置 | ホルダーにフィットするよう、ICサイズごとにセンタリング |
ろう付けチップ寸法
カスタム工具メーカーは、一般的な木工旋盤のスピンドル内径に合わせたサイズのスチールシャンクにろう付けされた、さまざまな超硬チップの長さ、幅、切削プロファイルを提供しています:
| パラメータ | 典型的な範囲 |
|---|---|
| シャンク径 | 1/2", 5/8", 3/4″ |
| シャンク長 | 6~8インチ |
| 超硬チップの高さ | 0.5~1インチ |
| 超硬チップ幅 | 0.25~1インチ |
このソリッド一体ロウ付け工具は、ホルダを必要とする刃先交換式チップよりも剛性と強度を高めることを目的としています。
切削パラメータ
最適な速度、送り、切り込み深さ、工具角度により、切削抵抗を最小限に抑えながら、被削材の仕上がり品質を最大化します。
給餌率
様々な樹種の超硬工具の1回転あたりの送り値:
| ウッドタイプ | 送り速度(IPR) |
|---|---|
| オーク、カエデ、ヒッコリーなどの堅木 | 0.002-0.010″ |
| チェリー、ウォールナットなどのミディアムウッド | 0.010-0.025″ |
| パイン、シダー、レッドウッドなどのソフトウッド | 0.025-0.050" |
| 研磨性の高いエキゾチックウッド | 0.002-0.005" |
切断速度
切削速度を上げると生産性は向上しますが、熱が発生し、仕上がりに影響します。代表的な範囲
| 素材 | 速度 (RPM) |
|---|---|
| 汎用荒加工 | 1600-2400 rpm |
| 精密仕上げ | 800-1600rpm |
| 研磨性/脆い木材 | 500-1000 rpm |
DOCとツールアングル
| パラメータ | 価値 | コメント |
|---|---|---|
| 切り込み | 0.25″まで | DOCが高いとインサートの温度が上がる |
| 側面切れ刃角度 | 8-15° | より高い角度が、問題のある木材への食い込みに強い |
| エンド/フェース切れ刃角度 | 8-12° | 8°以下の角度は研磨種でエッジが破損しやすい。 |
スプレーミストやゲルのようなクーラントは、チップの温度を調整し、高速回転や送りの際の寿命を延ばすのに役立ちます。また、カスタム工具メーカーは、超硬基材やポストコート処理を変更し、耐熱衝撃性を高めています。
サプライヤー
主要メーカーは、刃先交換式とろう付け刃先交換式のライン全体で、最適化された木工用材種を提供しています。
刃先交換式インサート銘柄
| 会社概要 | 対象学年 | ホルダーシステム |
|---|---|---|
| サンドビック・コロマント | cc670、cc685、cc695 | コロマント・カプト、ISO規格 |
| イスカー | IC、IR、相撲の成績 | イスカー・テトラ |
| ケナメタル | 成績を超えて | KMクイックチェンジ |
| テグテック | XX700シリーズ | カスタムシャンク |
ブレージングチップ・プロバイダー
| 会社概要 | チップのスタイル | シャンクオプション |
|---|---|---|
| 簡単な木製工具 | スクエアスクレーパー、ポインテッドディテイラー | スチールシャンク 1/2″、5/8 |
| カーター製品 | サークルカッター、コーブD、カーブルーター | スチールシャンク 5/8″、3/4 |
| ハンターツールシステムズ | ロング&ショートバレル | スチールシャンク 1/2″, 5/8″, 3/4″ |
信頼できるサプライヤーは、インサートグレードの組成、特性データ、切断ガイドライン、ホルダーの詳細、および関連する止めねじ、ナット、締め付け金具の詳細を記載した包括的な技術データシートを提供しています。
コスト分析
超硬インサート価格
| インサート・タイプ | 少量生産時のピース単価 |
|---|---|
| 刃先交換式旋削チップ | チップあたり$3-10 |
| ろう付け超硬ソリッドバー | $50-150/バー |
経済的な刃先交換式チップは、局所的な刃先摩耗にもかかわらず、全交換が必要な一体型バーよりも交換コストを削減します。大口OEM注文の場合、5000チップ以上のロットで最大60%の割引が適用されます。
ツールホルダー
インデクサブル・システムは、専用のホルダーと関連する取り付け金具が必要で、初期工具コストを押し上げる:
| ホルダータイプ | 価格帯 |
|---|---|
| クイックチェンジなしのベースホルダー | $15-25/個 |
| クイックチェンジモジュラーホルダー | $35-60/個 |
長期の生産では、刃先交換式チップは、チップの単価を下げ、チップ交換を容易にすることで、これらの費用を相殺します。
ブレージングチップとインデクサブルチップの比較分析
ろう付け超硬工具
| 長所 | 短所 |
|---|---|
| ワンピース構造で剛性アップ | 3~5回の研ぎ直しの後、ろう付け修理が必要 |
| ホルダ+チップに比べ工具単価が安い | 工具ごとの切削プロファイルと直径のオプションに制限がある |
| 初心者でも簡単にマスターできる | 元のジオメトリーを失い、アプローチアングルを変更するリグラインディング |
| 職場の近くで視界を確保 | 局所的な損傷にもかかわらず、工具をフル交換 |
刃先交換式インサートシステム
| 長所 | 短所 |
|---|---|
| 経済的なチップとフルツールコストの比較 | ホルダーが別々だと立ち上げコストが増える |
| らなくてれなくてら | 初心者が感じる複雑さ |
| 設計されたチップブレーカーがパフォーマンスを向上 | より多くのインサート在庫の維持が必要 |
| インデックス後も元の形状を維持 | 複数のプロファイルに追加のホルダーが必要 |
刃先交換式システムは、立ち上げコストが高くなる一方で、勾配/プロファイルの変更が容易で、一貫した切削動作が生産性を最適化します。
インサートの最適化
工具の寿命を延ばす
- 被削材の硬さ/砥粒度に合わせて適切なインサートグレードを選択する。
- 問題のある林に出会ったら、スピード/フィードを落とす
- データシートの厳密なSFM/DOC/IPR値を使用する。
- より高いパラメーターで運転する場合、ミスト冷却を適用する
- 振動やビビリを最小限に抑える強固なセットアップ
仕上げの品質向上
- 0.01インチDOC以下の軽い仕上げパス
- スピンドル回転数を500から1000の間で下げる
- エッジに磨耗が見られる場合は、ダイヤモンド・ラップでチップを研磨する。
- 必要に応じて、粗いインサートから研磨インサートにアップグレードする。
- ラジアル振れを最小にするための工具アライメントの確認
簡単なインサート変更
- クイックチェンジホルダーシステムを標準化
- 数値インデックスが明確なホルダーを使用する
- 校正済みホルダーの予備セットを保持
- インサートのデューティ・サイクルを追跡するために、変更日/理由を記録する。
これらの対策は、さまざまな旋削加工で刃先交換式チップを使用する際に、ダウンタイムを最小限に抑えて一貫性と生産性を高めるのに役立ちます。

概要
木材旋盤は、優れた仕上げ品質と共に高い切り屑排出率を達成するために、刃先交換式またはろう付け超硬チップを採用しています。適切なチップの選択と切削パラメータは、様々な樹種を加工する際の工具寿命、サイクルタイム、プロセスの信頼性を最適化する上で重要な役割を果たします。主要メーカーは、軽粗加工、中加工のプロファイリング、高加工のボウルホロリング加工において、寿命、切削力、温度管理のバランスをとるために、ウッドターニング専用の材種と形状を提供しています。
よくあるご質問
ウッドターニングに最適な超硬チップは?
木工旋盤用のトップグレードには、CC670 TiNコーティングの汎用チップと、CC650 TiCNおよびCC685 TiAINの高摩耗・難削材種用があります。これらは、最適な寿命対切削性能を発揮します。
木工用インサートを選ぶために必要な情報は?
主な検討事項は、切削の種類(荒加工と仕上げ加工)、被削材の硬度と組成(針葉樹とカエデとMDF)、希望する送り速度と仕上げ品質である。これらにより、チップ形状、形状、超硬材種、コーティングが決定されます。
どのような場合に、ろう付けチップと刃先交換式チップを使い分けるべきか?
ロウ付けされた一体型バーは、イニシャルコストが低いため、趣味の加工に適している。様々なプロファイルを加工する生産工場では、工具の立ち上げコストが高いにもかかわらず、経済的なチップ交換が可能な刃先交換式チップを好む。
交換可能な超硬チップの価格は?
木工旋盤用超硬チップは、材種、コーティング、購入量により、$3から$15まであります。評判の良いサプライヤーは、小ロットのトライアルオーダーでも、適切なチップに関する技術的アドバイスを提供しています。
様々な木材を旋削する際の一般的な送り速度は?
硬質材では0.002~0.010 IPRまで、軟質材とMDFでは0.025~0.050 IPRまで許容される。研磨性の高い外来樹種は、適切なインサートグレードで、より保守的な0.002~0.005 IPRの送りを必要とします。
木工用超硬チップの寿命は?
最適な速度、送り、剛性により、CC670コーティングのような上級グレードは、硬い広葉樹で30~60分の刃持ちを実現し、CC650バージョンは、目に見える摩耗や刃の破損が発生するまでの荒加工寿命が2倍の120分以上になります。
ハイスより超硬を使うメリットは何ですか?
超硬チップは、高送り/高速加工、低温加工、刃先交換式チップによる安定性により、ハイス工具の2~10倍の旋盤生産性を実現します。剛性の高いホルダと明確な切削角度により、振動の問題も最小限に抑えます。



