
はじめに精度が頂点に君臨するとき
機械加工の世界では、完璧な表面仕上げを達成することが、しばしば卓越した職人技の証となります。精密部品の輝く表面であれ、デリケートな部品の複雑なディテールであれ、完璧さを追求することは、よりきめ細かい仕上げを追い求めることにつながります。その最前線に立つのが タイプC カーバイド ろう付け ヒント究極の表面品質と寸法精度を実現するために綿密に設計されている。
この記事では、タイプC超硬ブレージングチップの領域を掘り下げ、そのユニークな特性、利点、そして非の打ちどころのない結果を求める機械工にとって最良の選択である理由を明らかにする。
仕上げの真髄:精密さと繊細さのシンフォニー
ラフ&シェイピングを超える
荒加工は大量の材料を素早く除去することに重点を置き、中仕上げ加工はそのギャップを埋めるものですが、仕上げ加工は機械加工の真の芸術性が輝く場所です。それは、達成することである:
- 卓越した表面平滑性: 表面粗さを最小限に抑えることで、鏡面仕上げを実現したり、厳しい表面仕上げ要件を満たすことができる。
- 正確な寸法精度: 部品が正確な仕様に適合するよう、厳しい公差を保持すること。
- 美観と機能性の向上: 優れた表面仕上げは、部品の見た目の美しさを高めるだけでなく、摩擦や摩耗、腐食を減らして機能性を向上させることもできます。
タイプC 超硬ろう付けチップ美しい表面の設計者
シャープさと繊細さの融合
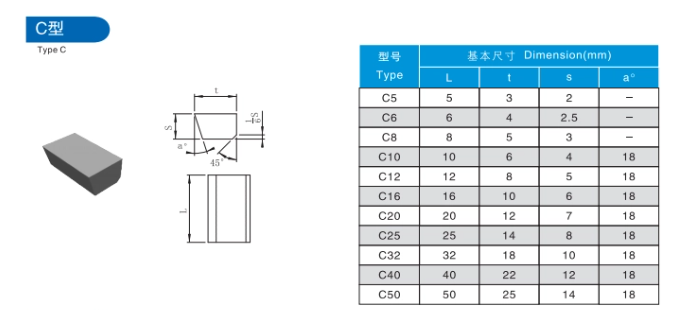
タイプCの超硬ブレージングチップは、仕上げ加工用に開発されたもので、その特徴により区別されます:
- シャープな正レーキアングル: すくい面は刃先に向かって下向きに傾斜しており、鋭い切れ味で材料をきれいに剪断し、滑らかな表面を残します。この形状により、切削力が最小限に抑えられ、刃先に材料が溜まりにくくなり、きめ細かい仕上がりが得られます。
- 小さな鼻の半径: ノーズ半径(チップの刃先の丸い部分)は、タイプCのチップでは小さく抑えられています。これにより
- より細かい表面仕上げ: ノーズ半径を小さくすると、表面の凹凸がより細かくなり、滑らかな表面となる。
- より厳しい公差管理: 小さなノーズ半径による正確な切削作用は、複雑な形状の加工や厳しい寸法公差の維持を可能にする。
- 細粒超硬合金: タイプCのチップには、高い硬度と耐摩耗性を持つ微粒超硬合金がよく使用されます。これらのグレードは
- 鋭い刃先を維持する: 長時間の加工において、微細な表面仕上げを達成し、維持するために不可欠。
- 刃先の摩耗を最小限に抑える: 頻繁な工具交換の必要性を減らし、加工プロセス全体を通して安定した加工面品質を確保します。
仕上げ加工におけるC型超硬ろう付けチップの利点
表面品質と精度の向上
タイプCの超硬ろう付けチップの特殊な特性は、仕上げ作業においていくつかの重要な利点につながります:
- 優れた表面仕上げ: 鋭い切れ刃と小さなノーズ半径により、非常に滑らかな表面を実現し、多くの場合、その後の研削や研磨作業が不要になる。
- 厳しい公差管理: タイプCチップの精密な切削動作は、複雑な形状の加工や厳しい寸法公差の保持を可能にし、部品が厳密な仕様を満たすことを保証します。
- 工具寿命の延長: 荒加工用チップほど衝撃荷重を受けませんが、Cタイプチップは耐摩耗性超硬合金の利点を生かし、特に切削パラメータが一般的に低い仕上げ加工において、工具寿命の延長を実現します。
- 素材選択の多様性: タイプCのチップは、アルミニウム、真鍮、プラスチック、そして特定のグレードとコーティングによっては鋼鉄など、さまざまな素材の仕上げに適しています。
C型超硬ろう付けチップの用途
精密さが主役の場所
タイプCの超硬ろう付けチップは、表面品質と寸法精度が最優先される仕上げ加工に適しています:
- 精密旋盤加工: 円筒ワークのスムーズで正確な直径を作成します。
- フェイシング: 平らで垂直な面を作る。
- つまらない: 既存の穴の拡大と仕上げ。
- グルービング: シール、Oリング、止め輪のための精密な溝加工。
- フライス加工における仕上げカット: 通常、重切削には使用されませんが、Cタイプチップは、表面仕上げが重要なフライス加工において、軽度の仕上げ切削に使用できます。
正しいタイプC超硬ブレージングチップの選択:考慮すべき要素
工具選択の微調整
最適なタイプCの超硬ろう付けチップを選択するには、いくつかの要因を慎重に考慮する必要があります:
- 工作物の材質: 材料の硬度、研磨性、熱特性は、超硬グレードとコーティングの選択に影響します。
- 仕上げ作業: ターニング、フェーシング、ボーリングなどの特定の仕上げ加工によって、必要なチップの形状とサイズが決まります。
- 表面仕上げの要件: Ra(平均粗さ)またはRz(平均ピーク・ツー・バレー粗さ)で指定されることが多い所望の表面仕上げは、チップ選択の主な要因です。
- 公差要件: 要求される寸法公差は、チップ形状の選択と刃先の準備に影響します。
- 工作機械の能力: 工作機械の剛性と精度は、達成可能な表面仕上げと公差に影響する。
タイプC超硬ろう付けチップの選択:簡易ガイド
選択プロセスの一助として、タイプCの先端形状別の典型的な用途と留意点を表にまとめた:
| タイプC チップ形状 | 代表的なアプリケーション | 主な検討事項 |
|---|---|---|
| ラウンド・インサート | 汎用仕上げ、旋削、フェーシング | 切れ味と強度のバランスが良い。 |
| ダイヤモンド・インサート | 精密旋削、ボーリング、溝加工 | よりシャープな刃先で、より繊細な仕上げが可能 |
| トライアングルインサート | ターニング、フェーシング、グルービング | 汎用性を高める3つのカッティングエッジを装備 |
タイプC超硬ろう付けチップに関するよくある質問
Q1:可能ですか? C型超硬ろう付けチップ 荒削りに使えるか?
A1: 非常に軽いカットの場合、限られたケースでは可能だが、タイプCのチップは荒削り用に設計されておらず、エッジの欠けや破損の危険性があるため、そのような用途での使用は推奨されない。
Q2: タイプCの超硬ろう付けチップの摩耗の兆候は何ですか?
A2: 一般的な摩耗の兆候には、切れ刃の丸み、すくい面または逃げ面の摩耗、切れ刃のビルドアップ・エッジ(BUE)の形成などがある。
Q3: タイプCの超硬合金製ろう付けチップで、最高の仕上げ面を得るにはどうすればよいですか?
A3: 重要な要素には、用途に適したチップ形状と材種の選択、切削パラメータの最適化(低送りおよび低切り込みの使用)、適切な切削油剤の塗布の確保、機械のセットアップの厳格な維持などがある。
Q4: ラウンドインサートとダイヤモンドインサート・タイプCのチップの違いは何ですか?
A4: 丸駒チップは、一般的な仕上げ加工に適した切れ味と強度のバランスを提供し、ダイヤモンドチップは、より微細な表面仕上げを実現するために、より鋭い切れ刃を提供する。
Q5:トライアングルインサート・タイプCのチップを選ぶのはどのような場合ですか?
A5: 三角形チップは、旋削、フェーシング、溝加工用の多用途な選択肢で、工具寿命と費用対効果を高める3つの切れ刃を提供します。



