
はじめに効率的な旋盤加工のバックボーン
機械加工の世界では、 一般旋削 インサート は、円筒形状の加工物を成形し、精度を向上させる主力工具であり、各業界の効率と精度を向上させます。この汎用性の高い切削工具は、一般的に超硬合金製で、荒加工から仕上げ加工まで、幅広い旋削加工に不可欠です。この包括的なガイドでは、一般的な旋削チップの領域を深く掘り下げ、その種類、用途、選択基準、および最適な加工性能を達成するための主な考慮事項を探ります。
一般的な旋削インサートを理解する:一般旋削用インサートとは?
切削工具の定義:
A 一般旋削インサート は、旋削加工用に設計された精密加工用切削工具で、通常、旋盤に取り付けた工具ホルダーに保持されます。これらのチップは、複数の切れ刃を備えており、必要に応じて新しい切れ刃に交換できるため、工具寿命を最大限に延ばし、ダウンタイムを最小限に抑えることができる。回転するワークの外径から材料を除去し、円筒形状、肩、溝、その他の形状を作成するために特別に設計されています。
一般的な旋削インサートの主な利点:
- 卓越した硬度と耐摩耗性: 一般的な旋削インサートは、その硬さで有名な複合材料である超硬合金から作られており、加工中に発生する高温と力に耐えることができるため、工具寿命の延長と安定した性能を保証します。
- 工具を最大限に活用できる刃先交換式設計: 1つのチップに複数の切れ刃があるため、インデックスが可能で、交換が必要になる前にチップを最大限に使用することができます。この設計により、工具コストを削減し、工具交換に伴うダウンタイムを最小限に抑えます。
- 旋盤加工における汎用性: 一般的な旋削用チップは、様々な形状、材種、コーティングが用意されており、様々な被削材の荒加工、中仕上げ加工、仕上げ加工を含む様々な旋削加工に適しています。
- 費用対効果と効率性: 一般的なターニングチップが提供する工具寿命の延長、汎用性、および高速切削の組み合わせは、加工効率の向上と製造コスト全体の削減に貢献します。
さらに深く種類、形状、等級
選択の世界:
一般的な旋削用チップには様々なタイプがあり、それぞれが特定の材料や加工工程に最適化されています。一般的なタイプには、以下のようなものがあります:
- CVDコーティングされたインサート: 化学気相成長法(CVD)による薄く硬いコーティングが施されたこのチップは、優れた耐摩耗性を備え、高速加工や要求の厳しい用途に適しています。
- PVDコーティングされたインサート: 物理的気相成長法(PVD)を利用したこれらのチップは、より薄く、よりコンフォーマルにコーティングされ、多くの場合、切削温度が低く、よりシャープなエッジと表面仕上げの改善が必要な用途に適しています。
- サーメットインサート: セラミックと金属の複合材から成るこのチップは、特に高温で高い硬度と耐摩耗性を発揮し、硬化鋼やその他の難削材の加工に適している。
- CBNインサート: 立方晶窒化ホウ素(CBN)チップは、ダイヤモンドに次ぐ非常に高い硬度と耐摩耗性を持ち、焼入れ鋼、鋳鉄、その他の研磨材の加工に最適です。
インサート形状の解読:カットの形成
すくい角、逃げ角、チップブレーカなどのチップ形状は、切りくずの形成、切りくずの排出、仕上げ面に重要な役割を果たします。
- レーキの角度: チップのすくい面と、加工面に垂直な線とのなす角。正のすくい角は、切削力を減少させ、より薄い切り屑を生成し、負のすくい角は、エッジ強度を増加させ、切り屑の制御を向上させる。
- クリアランスアングル: チップの逃げ面と、切削点におけるワーク表面の接線との間の角度。十分な逃げ角があれば、チップと被削材が擦れるのを防ぎ、発熱や工具の摩耗を抑えることができる。
- チップブレーカー チップのすくい面にある溝またはくぼみで、切りくずの形成を制御し、切りくずの流れを切削領域から遠ざけることで、切りくずの堆積を防ぎ、仕上げ面精度を向上させます。さまざまな被削材や切りくず処理要件に対応するため、さまざまなチップブレーカースタイルを用意しています。
一般的な旋削インサート形状:
一般的な旋削用チップには様々な形状があり、それぞれが特定の切削動作やワーク形状に合わせて設計されています。ここでは、最も一般的な形状をご紹介します:
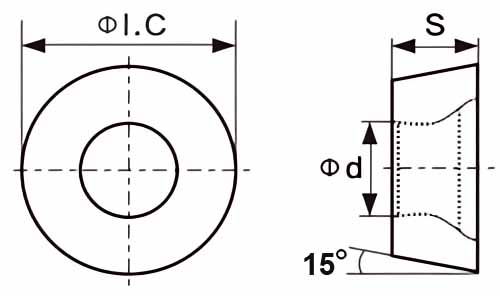
- ラウンドインサート(S字型): 強力な切れ刃と良好な切りくず排出性を備えた丸駒チップは、汎用性が高く、連続切削加工、特に曲面加工やプロファイル加工に適しています。
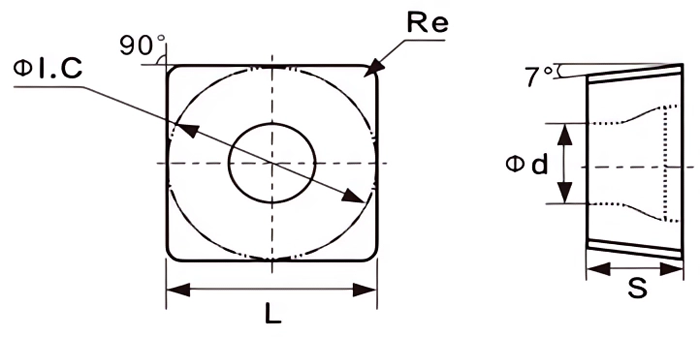
- スクエアインサート(S字型): まっすぐな切れ刃と良好な仕上げ面精度を提供するスクエアチップは、フェーシング、ショルダーカット、高精度を必要とする旋削加工によく使用される。
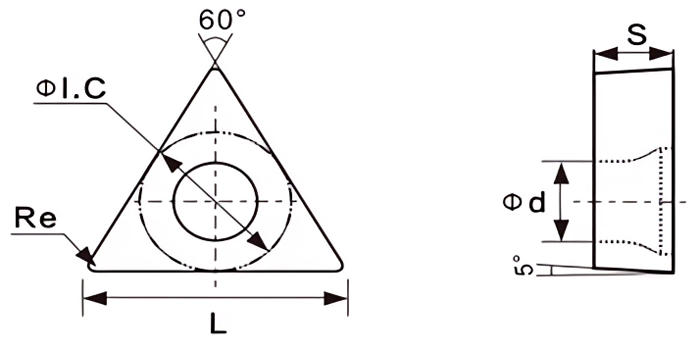
- トライアングルインサート(T字型): 3つの切れ刃を持つトライアングルチップは、切りくず排出性に優れ、中・重切削、特に断続切削や荒加工によく使用される。
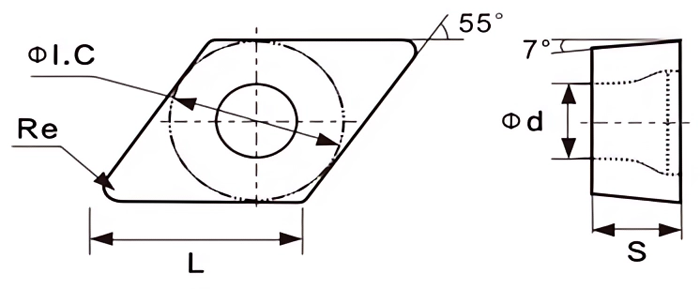
- ダイヤモンド・インサート(Dシェイプ): 鋭利な切れ刃と高い送り速度に対応する能力を持つダイヤモンドチップは、仕上げ加工によく使用され、様々な材料に優れた表面仕上げを実現します。
- 長方形のインサート(Rシェイプ): 長くてまっすぐな切れ刃を提供する長方形チップは、重切削、深溝加工、パーティングオフ加工に適しています。
超硬合金の等級を理解する:ISO分類システム
国際標準化機構(ISO)システムを用いて分類された超硬合金等級は、超硬チップの特定の特性と用途を示します。ISO分類は、文字(用途グループ)と数字(硬度と靭性)で構成されています。
- アプリケーショングループ:
- P: 鋼、鋳鋼、長欠け材の加工用。
- M: ステンレス鋼、高温合金、その他の難削材の加工用。
- K: 鋳鉄、非鉄金属、非金属材料の加工用。
- 硬度と靭性: 文字に続く数字は、横破断強度(TRS)(N/mm²)と硬度(HV)を示す。一般に数字が大きいほど硬度と耐摩耗性が高いが、靭性は低い。
業界を超えたアプリケーション高精度と性能の融合
主要部門における効率化の推進:
一般旋削用チップは、以下のような幅広い産業で不可欠な工具です:
- 自動車: エンジン部品、トランスミッション部品、アクスル、その他高精度と耐久性が要求される重要部品を製造。
- 航空宇宙 ランディングギア部品、エンジン部品、構造部品など、卓越した強度と信頼性が要求される部品を製造。
- 医療機器製造: 厳しい公差と生体適合性を必要とするインプラント、手術器具、その他の医療機器の製造。
- エネルギーだ: 石油・ガス探査、発電、再生可能エネルギーシステム用の部品加工は、しばしば過酷な条件下で行われる。
- 製造業全般: 機械工場、加工工場、製造工場で、さまざまな材料の旋削加工に広く使用されている。
サプライヤーの比較:一般旋削用インサート市場のナビゲーション
| サプライヤー | 所在地 | 価格帯(1枚あたり) | 特産品 |
|---|---|---|---|
| サンドビック・コロマント | スウェーデン | $8 – $50+ | 様々な用途、高度なコーティング、形状に対応する幅広い種類のインサートは、革新性と高性能で知られています。 |
| ケナメタル | アメリカ | $7 – $45+ | 要求の厳しい用途に対応する高性能チップ、革新的なツーリングソリューション、そしてお客様固有のソリューションに重点を置いています。 |
| TRUER | 中国 | $6 – $40+ | 多様なインサート形状、費用対効果の高いソリューション、研究開発に重点を置いたLOGIQシリーズで知られる。 |
| ウォルター・ツールズ | ドイツ | $9 – $55+ | チップ、ツーリングシステム、切削油剤の包括的な製品群、精度、性能、デジタルソリューションに注力。 |
長所と短所の比較:利点と限界
| メリット | 制限事項 |
|---|---|
| 卓越した硬度と耐摩耗性 | ハイス工具に比べイニシャルコストは高いが、工具寿命が長いため相殺される |
| 工具を最大限に活用できる刃先交換式設計 | 特定のツールホルダーシステムと適切なクランプが必要 |
| 様々な用途に対応する幅広いグレード、形状、コーティング | 最適な性能と工具寿命のためには、適切な選択と適用が重要です。 |
| 高い切削速度と送り速度で生産性を向上 | 衝撃荷重や不適切な使用により脆くなり、欠けやすくなることがある。 |
TRUERの違い:一般的な旋削インサートのニーズで弊社を選ぶ理由
最先端技術のリーダーとの提携:
- 妥協のない品質: 当社は、信頼できるメーカーから一般的な旋削チップを調達しており、お客様の最も要求の厳しい加工作業において、安定した品質、性能、信頼性を保証します。
- アプリケーション固有の専門知識: 当社の経験豊富なエンジニアチームは、材料、操作、希望する結果、費用対効果を考慮し、お客様の特定の旋削ニーズに最適なチップを選択するためのガイドを提供します。
- 競争力のある価格とタイムリーな配達: 競争力のある価格設定と迅速な納品で、ダウンタイムを最小限に抑え、お客様の生産性を最大化します。私たちの目標は、卓越した加工を実現するための信頼できるパートナーになることです。
高品質の超硬インサートを適正価格で購入したいですか?クリック これ.
よくある質問ターニング・インサートに関する一般的なご質問
1.旋削用途に適した超硬材種を選ぶには?
加工する材料(硬さ、被削性)、旋削加工の種類(荒加工、仕上げ加工)、希望する工具寿命、切削パラメータ(速度、送り、切り込み深さ)を考慮する。最適な材種を決定するために、サプライヤーのカタログやオンラインリソースを参照するか、専門家の助言を求める。
2.旋削用チップ形状の選択に影響を与える要因は何ですか?
その要因には、加工する材料、切り込み深さ、希望する仕上げ面、工作機械の能力(パワー、剛性)、切りくず処理要件などがある。それぞれの形状には利点と欠点があるため、慎重な検討が不可欠である。
3.一般的な旋盤加工用チップの割出しや交換のタイミングを知るには?
摩耗の兆候には、切削抵抗の増加、表面仕上げの不良、過度の発熱、切れ刃のチッピングや破損などがある。インサートの定期的な点検は、致命的な工具の破損を防ぎ、安定した加工品質を確保するために非常に重要です。
4.コーティングされた一般的な旋削チップを使用する利点は何ですか?
窒化チタン(TiN)、炭窒化チタン(TiCN)、酸化アルミニウム(Al2O3)などのコーティングは、工具寿命、硬度、耐摩耗性、耐酸化性、潤滑性を向上させる。これにより、切削速度の高速化、送り速度の向上、切りくず排出性の向上が可能になり、最終的に生産性が向上する。
5.一般的な旋削インサートの適切なメンテナンスと保管方法は?
インサートは、衝撃、湿気、極端な温度から保護された、 清潔で乾燥した環境で保管してください。使用後は、適切なチップ・ブラシとクリーニング方法を使用し、切り屑や破片を除去してください。適切な保管とメンテナンスは、チップの寿命を大幅に延ばし、安定した性能を保証します。



