
はじめに精密な複製、一度に1カット
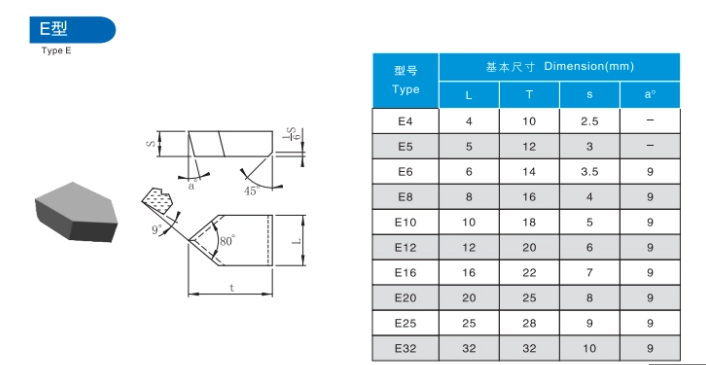
複雑なディテールや複雑な輪郭を、簡単に完璧に再現できる世界を想像してみてほしい。これが倣いフライス加工の領域である。 タイプE カーバイド ロー付けチップ マスターパターンやモデルの正確なコピーを作成する。
この記事では、タイプE超硬合金製ブレージングチップの世界を掘り下げ、そのユニークな特性、利点、そして倣いフライス加工や同様の高精度加工において、誰もが認めるチャンピオンである理由を探ります。
倣いフライス加工の技術:精度と複製が出会う場所
加工技術で名作を映し出す
倣いフライス加工は、倣いフライス加工またはプロファイリングとも呼ばれ、倣いフライスを作るための加工工程である:
- 正確なコピー: マスターパターンやモデルの形状や寸法に正確に一致する部品を製造すること。
- 複雑な輪郭: 従来の加工方法では困難または不可能な複雑な曲線、プロファイル、三次元形状の加工。
このプロセスに依存している:
- マスターパターンまたはモデル: 木、プラスチック、金属で作られることが多い。
- トレーサーのメカニズム: マスターパターンの輪郭に正確に沿い、その動きを切削工具に伝える。
- 高精度切削工具: E型超硬ろう付けチップは、微細な表面仕上げと厳しい公差を維持する能力があり、正確な複製を達成するために不可欠です。
タイプE超硬ろう付けチップ:擬態の達人
正確さと表面の忠実さのために設計された
タイプEの超硬ブレージングチップは、倣いフライス加工や同様の高精度加工用に開発されたもので、その特徴から区別されます:
- 鋭い刃先: 多くの場合、プラスとマイナスのすくい角の組み合わせを特徴とするタイプEチップは、シャープな刃先を優先することで切削力を最小限に抑え、マスターパターンの輪郭を忠実に再現する滑らかで正確なカットを実現します。
- 小さな鼻の半径: タイプEチップの小さなノーズ半径は、それを可能にする:
- ファイン・ディテールの再現: マスターパターンに存在する複雑なフィーチャーやタイトなRを正確に加工。
- スキャロップの最小化: 特に直径の大きな工具を使用する場合、輪郭のある表面に発生する可能性のある、目に見えるスカラップや隆起を減らす。
- 細粒超硬合金: タイプEチップは、通常、硬度と耐摩耗性の高い細粒超硬合金を使用しています。これらの材種は
- 鋭い刃先を維持する: 倣いフライス加工の全工程で一貫した精度と仕上げ面精度を実現するために不可欠。
- 刃先の摩耗を最小限に抑える: 頻繁なツール交換の必要性を減らし、マスター・パターンの細部の忠実な複製を保証する。
倣いフライス加工で超硬ブレージングチップタイプEが君臨する5つの理由
1.比類のない精度と正確さ: タイプEチップの鋭い刃先と小さなノーズ半径は、マスターパターンに存在する微細なディテールや厳しい公差までも忠実に再現することを可能にします。
2.優れた表面仕上げ: 微粒子の超硬合金の等級と鋭い切削形状により、切削力と振動が最小限に抑えられ、非常に滑らかな表面が得られ、その後の仕上げ加工が最低限で済むか、全く必要ないことがよくあります。
3.輪郭の多様性: タイプEのチップは、複雑な曲線、プロファイル、三次元形状の加工に優れており、幅広い倣いフライス加工の用途に最適です。
4.工具寿命の延長: 荒加工用チップのような大きな切削力を受けることはありませんが、タイプEチップは耐摩耗性の高い超硬材種を使用しているため、特に切削条件が中程度の倣いフライス加工において、工具寿命を延ばすことができます。
5.費用対効果: タイプEチップが提供する高精度、優れた仕上げ面精度と工具寿命の延長の組み合わせは、スクラップ率の低減、仕上げ作業の最小化、工具寿命の延長により、全体的なコスト削減に貢献します。
タイプE超硬ろう付けチップの用途
コピーフライスを超えて:精密な複製が重要な場合
E型超硬ブレージングチップは、倣いフライス加工での優位性で広く知られていますが、卓越した精度と仕上げ面精度が要求されるその他の加工でも優れた性能を発揮します:
- エングレーヴィング: さまざまな素材に正確なレタリング、ロゴ、装飾パターンを作成する。
- 金型製作: プラスチック部品、ゴム部品、金属鋳物の製造に使用される金型に複雑な空洞や細部を加工すること。
- 航空宇宙製造: 空気力学的性能と構造的完全性に不可欠な、厳しい公差と滑らかな表面を持つ複雑な部品を製造。
- 医療機器製造: 医療用インプラント、手術器具、その他の精密医療機器に複雑な形状や滑らかな仕上げを施す。
正しいタイプE超硬ブレージングチップの選択:考慮すべき要素
精密複製のための工具選択の微調整
最適なE型超硬ろう付けチップを選択するには、いくつかの要因を慎重に考慮する必要があります:
- マスターパターンの複雑さ: マスターパターンのディテールの複雑さとタイトな半径の存在は、チップ形状とノーズ半径の選択に影響を与える。
- 工作物の材質: 材料の硬度、研磨性、熱特性は、超硬グレードとコーティングの選択の指針となる。
- 表面仕上げの要件: Ra(平均粗さ)またはRz(平均ピーク・ツー・バレー粗さ)で指定されることが多い所望の表面仕上げは、チップ選択の主な要因です。
- 公差要件: 要求される寸法公差は、チップ形状の選択と刃先の準備に影響します。
- 工作機械の能力: 工作機械の剛性と精度は、達成可能な表面仕上げと公差に影響を与えます。
タイプE超硬ろう付けチップの選択:簡易ガイド
選択プロセスの一助として、タイプE先端形状別の典型的な用途と留意点を表にまとめた:
| タイプE チップ形状 | 代表的なアプリケーション | 主な検討事項 |
|---|---|---|
| 小ノーズラウンドインサート | 汎用倣いフライス加工、輪郭加工、彫刻 | 切れ味と強度のバランスが良く、幅広い用途に対応。 |
| シャープポイント付きダイヤモンドインサート | 彫刻、微細加工、複雑な金型加工 | 繊細なディテールと最も狭い半径のための卓越したシャープネスを提供します。 |
| 小径ボールノーズインサート | 3D輪郭加工、複雑なカーブやブレンドの加工 | 立体的な表面に滑らかで流れるような輪郭を描くのに最適。 |
タイプE超硬ろう付けチップに関するよくある質問
Q1:可能ですか? タイプE超硬ろう付けチップ 荒削りに使えるか?
A1: タイプEチップは荒加工用に設計されておらず、そのような用途での使用は推奨されません。鋭利な切れ刃と細粒の超硬合金は、仕上げ加工と精密加工に最適化されており、重切削には適していません。
Q2: タイプEの超硬ろう付けチップの摩耗の兆候は何ですか?
A2: 一般的な摩耗の兆候には、切れ刃の丸み、すくい面または逃げ面の摩耗、切れ刃のビルドアップエッジ(BUE)の形成などがある。倣いフライス加工では、摩耗はマスターパターンの細部を再現する精度の低下として現れます。
Q3: タイプEの超硬合金製ろう付けチップで、最高の仕上げ面を得るにはどうすればよいですか?
A3: 重要な要素には、用途に適したチップ形状と材種の選択、切削パラメータの最適化(低送りおよび低切り込みの使用)、適切な切削油剤の塗布の確保、機械のセットアップの厳格な維持などがある。
Q4: E型チップのラウンドインサートとダイヤモンドインサートの違いは何ですか?
A4: 小さなノーズ半径を持つ丸形チップは、汎用的な倣い加工や輪郭加工に適した切れ味と強度のバランスを提供し、鋭いポイントを持つダイヤモンドチップは、彫刻、微細加工、複雑な金型加工に優れた切れ味を提供します。
Q5: E型ボールノーズチップはどのような場合に使用しますか?
A5: 小径のボールノーズチップは、3次元輪郭加工や複雑なカーブやブレンドの加工に最適で、3次元サーフェスに滑らかで流れるような輪郭を作成するのに適しています。



